Bevor überhaupt mit einer Verbindungsschweißung begonnen werden kann, müssen die getrennten Teile Kontakt zu einander haben.
Häufig wird eine Brücke im Bereich eines Verbinders getrennt, je nach Arbeit könnte das auch quer durch eine Krone oder durch ein Brückenglied erfolgen. Wir beschränken uns hier auf den Verbinderbereich, das zeigt auch das verlinkte Video am Ende dieses Beitrages. Idealerweise wird der Schweißbereich für eine sog. X- oder DV-Naht vorbereitet (Abb. unten).
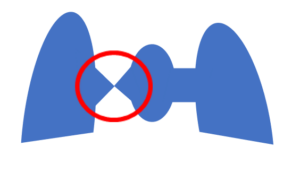

In selteneren Fällen berühren sich die Teile nach dem Trennen bereits flächig, und man ist evtl. geneigt, die Teile direkt miteinander zu verschweißen, wovon wir dennoch abraten. Die Eindringtiefe der Schweißung wird höchstwahrscheinlich nicht ausreichend für eine verlässlich stabile Verbindung sein, oder man muss mit so hohen Schweißparametern arbeiten, dass ein Verzug der Brücke kaum zu vermeiden sein wird.
In diesem Fall empfehlen wir, auch wenn dies auf den ersten Blick umständlich erscheinen mag, die Verbindungstelle zirkulär V-förmig anzuschleifen, um eine ähnliche Situation wie in der schematischen Darstellung oben zu erhalten.
Haben die getrennten Teile einen größeren Spalt zueinander, so muss zuerst von beiden Seiten mit passendem Schweißdraht ein Kontaktpunkt aufgetragen werden wie im Artikel Auftragen von Schweißdraht erklärt (Achtung: Thema WAK). Auch mit dieser Technik ist eine Ausgangssituation wie in der Abbildung oben anzustreben.
Berühren sich die Teile nun, empfehlen wir, zuerst eine temporäre Fixierung anzubringen,
Je zwei Schweißpunkte pro Segment mit niedrigen Schweißparametern sind völlig ausreichend für diese Fixierung.
Dies wirkt einem möglichen Verzug entgegen und hält die Teile in der korrekten Position.
Nun kann zentral ein erster Verbindungsschweißpunkt gesetzt werden, um dann sukzessive den Verbinder 
Durch die Fixierung kann die Brücke jederzeit zum Schweißen vom Modell abgenommen bzw. auf dem Modell auf korrekte Passung überprüft werden.
Zu Beginn der Schweißung mit der X-Naht-Situation ist die Schweißgeometrie 
Der Kontaktpunkt an der tiefsten Stelle des Verbinders lässt sich am besten mit einer frisch angeschliffenen Elektrode erreichen, mit einer stumpfen nur schwer oder gar nicht.
Später, zum Vervollständigen der gewünschten Kontur, kann zum Auftragen von Schweißdraht in die Schweißgeometrie 
Am Ende der Schweißung kann die Hilfsstruktur leicht entfernt und mit der restlichen Arbeit versäubert werden.
Anmerkung: Handelt es sich um eine Arbeit, die später noch keramisch verblendet werden muss, sollte im Falle eines versehentlichen Festschweißens der Elektrode dieser Bereich auf jeden Fall mit einer Hartmetallfräse überschliffen werden, um den Einschluss von Wolfram-Partikeln und dadurch späteres Abplatzen der Keramik ausschließen zu können.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren