Overview of common welding processes
In the modern manufacturing industry, welding processes play a decisive role in the production of metal products. Whether in aerospace, mechanical engineering or the automotive industry – without welding techniques, a large number of designs and components would not be possible. In this blog post, we will therefore look at the various welding processes, how they work and their areas of application. Find out more about the fascinating world of welding and its importance for modern industry.
What is welding:
All welding processes are used to permanently join workpieces using heat or pressure. This can be done with or without the use of filler materials. While joining processes and joining techniques for plastic and composite materials are now also referred to as “welding”, we will restrict ourselves here to welding in its original meaning as a joining technique for metals and alloys

What welding processes are there?
Depending on whether the energy required for welding is generated by direct or indirect heat input or primarily by pressure, a distinction is made between fusion welding processes and pressure joining processes. Within these categories there are
Fusion welding process
In fusion welding, heat is introduced into the alloy to be welded in order to heat it above the melting point. This causes the material to liquefy. Subsequent cooling creates a permanent bond.
Arc welding
In arc welding processes, the heat required for welding is generated by means of an electric arc. This can be done in different ways, as the following explanations show:

TIG welding
TIG welding in general:
- TIG welding means tungsten inert gas welding with a non-consumable tungsten electrode. It is also possible to work with filler materials.
- All metals and alloys that are generally suitable for fusion welding are suitable for this process. Depending on the alloy and welding process, weldability ranges from non-weldable to conditionally weldable to very suitable for welding. There are welding machines that work with direct current (e.g. for various steels, precious and non-ferrous metals), others with alternating current (e.g. for weldable aluminum alloys and other light metals). There are also welding machines that use both direct current and alternating current and can switch between the two processes depending on the alloy and settings.
-
Although Lampert micropulse welding units work exclusively with direct current, the use of special welding curves with high-frequency superimpositions can, in certain cases, make it possible to process light metals (e.g. some aluminum alloys) that would otherwise require an alternating current source.
- Argon, nitrogen or helium are most commonly used as shielding gases, or different gas mixtures depending on the application, and there are welding machines that work with contact ignition, others with high-frequency ignition. In general, TIG welding is a proven welding process that has been used for decades in many different industrial sectors (welding in aerospace, reactor construction, plant construction, automotive and suppliers for the automotive industry, mechanical engineering, electrical engineering, medical technology and many more).
Patented Lampert welding process as a variant of classic TIG welding(Link)
-
Lampert welding machines enable TIG welding by means of individual, very short welding pulses, the pulse duration can be freely selected in small steps between 0.1 and 34 milliseconds, and in contrast to welding with a standing (permanent) arc, the heat development with a fine welding machine from Lampert is significantly lower. Minimum material thicknesses of up to 0.1 mm, but also up to a maximum of several millimeters can be welded stably – depending on the selected parameters for pulse duration and current intensity.
-
The ability to work reliably in these low material thicknesses or in highly heat-sensitive areas, while also being able to carry out very fine and controlled welds on very large objects, are the major distinguishing features compared to classic TIG welding machines.
- The
The welding process with the Lampert welding principle in detail: As soon as the tip of the tungsten electrode, which is clamped in a welding handpiece, touches the area to be welded, an electric valve in the welding machine is opened and shielding gas (usually argon 4.6) flows out of the handpiece nozzle to shield the welding electrode and welding point from ambient air. The electrical impulse (arc) is automatically ignited immediately (contact ignition) and the electrode (available in diameters from 0.6 mm to 1.3 mm) is briefly drawn back into the handpiece by a lifting magnet by approx. two millimeters. The electrical pulse (arc) is drawn from the point of contact, remains active for a preselected duration in milliseconds with a preselected welding current and thus generates a welding spot with the desired intensity. Once welding is complete, the shielding gas flow stops automatically and the electrode returns to its original position.
-
With this welding process, welding rods can be used as joining and connecting material at any time.
- Lampert welding machines are used in industry, research and development, in prototype construction, series production, in (partially) automated applications, by goldsmiths, silversmiths, watchmakers, dental technicians, orthodontists, model makers, in the field of restoration and in numerous other applications.
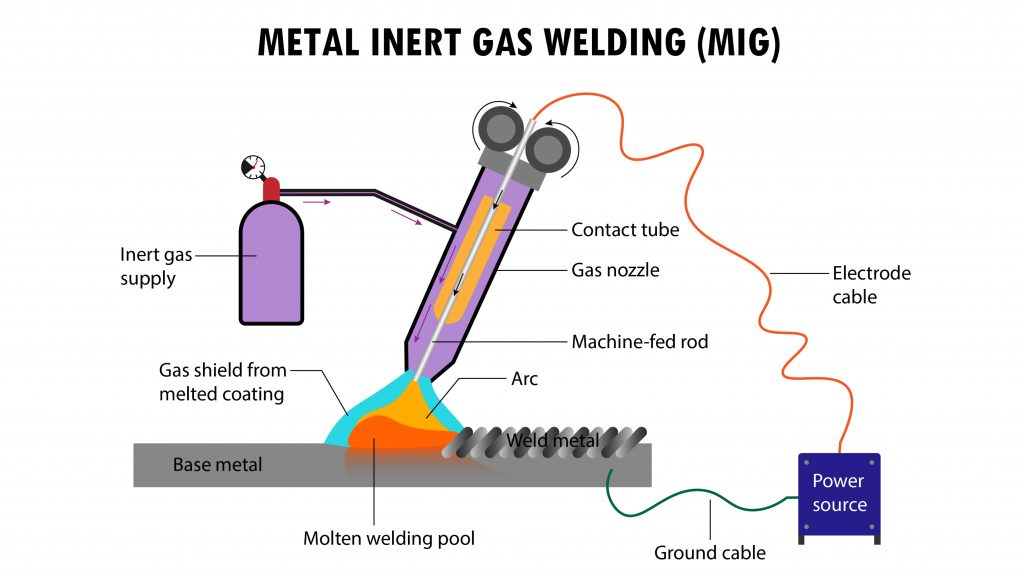
MIG welding (metal inert gas welding)
This is an arc welding process in which the welding electrode consists of a welding wire on a roll, which is electrically driven at a selectable feed rate and is applied directly to the workpiece as filler material by a welding handpiece (hosepack, welding torch or torch).
This takes place in an inert gas atmosphere (e.g. argon or helium). The MIG welding process is frequently used, for example, for welding high-alloy steels, aluminum and copper alloys.
MAG welding (metal active gas welding)
The functional principle of MAG welding is the same as that of MIG welding, but instead of using pure shielding gas,CO2 or argon/CO2 mixed gases are used, which can be used specifically (actively) to influence the metallurgical properties of the weld seam, a popular welding process for unalloyed, low-alloy and high-alloy steels, for example.
Plasma welding
In contrast to conventional arc welding, plasma welding uses an electric arc that is guided through a plasma channel made of ionized gas. This plasma channel generates an extremely high energy density, which makes it possible to weld even thin-walled materials precisely and cleanly.
How the plasma welding process works:
Ignition of the arc: An electric arc is ignited between the tungsten cathode and the workpiece.
Plasma gas generation: An inert gas, such as argon or helium, is fed into the arc. This gas is ionized by the high heat of the arc and forms a plasma.
Concentration of the plasma: The plasma jet is focused on the workpiece through a nozzle.
Welding process: The high energy density of the plasma melts the workpiece material, enabling precise and efficient welding.
Manual arc welding
Manual arc welding involves welding with a rod electrode that both melts the workpiece and burns off as a filler material during the welding process and is thus deposited on the workpiece.
This welding process can be carried out using direct or alternating current.
Depending on the application, the stick electrodes used are available in different diameters, designs and with different coatings to protect the weld metal from oxidation and material embrittlement during welding.
Laser welding - a modern welding process
The principle of laser welding differs fundamentally from the welding processes listed above.
Lasers (light amplification by stimulated emission of radiation) work with a bundled beam of light with a very high energy density as an energy source for the selective melting of workpieces made of a wide variety of alloys.
The welding process is often carried out in a closed working chamber to protect against dangerous laser and scattered radiation.
The use of shielding gas (e.g. argon) is also recommended for laser welding, especially when processing stainless steel, cobalt-chrome or titanium alloys.
This welding process can be used with or without filler materials in the form of laser welding rods .
Similar to welding with Lampert welding equipment, the heat-affected zone during welding is very small due to the individual short welding pulses and very thin and heat-sensitive areas can be welded.
Lasers can be used well for fully automated welding applications with a very high frequency of welding spot sequences, as the results can be reproduced quickly and permanently with the same parameters.
Lasers are usually considerably more expensive to purchase than TIG or other arc welding machines and require maintenance at regular intervals. In Germany, as in many other countries, a laser safety officer with appropriate training must also be appointed on site. This makes laser welding a cost-efficient welding process.
Autogenous welding (gas fusion welding)
In oxyfuel welding, welding is carried out with a welding torch and an open flame, which in most cases is generated with the fuel gas acetylene (other fuel gases are also possible) and individually mixed oxygen. The proportions of this mixture may vary depending on the application and the material used. Filler materials in the form of welding rods can also be used in this welding process.
The flame alone can be used independently of an external power source. This makes oxyfuel welding the most cost-effective variant of the processes mentioned so far, but it may have the disadvantage of a significantly larger heat-affected zone, which means that greater distortion may have to be expected.
Pressure joining - welding process
Friction welding
Friction welding is a thermal joining process in which two workpieces are joined together by friction and the heat generated. In contrast to other welding processes, such as electric welding or laser welding, friction welding does not cause the material to melt. Instead, the surfaces of the workpieces are heated and plastically deformed by friction until they weld together. Depending on whether only the two workpieces to be welded are set in relative motion or whether the friction energy is generated by a separate tool, a distinction is made between friction stir welding and orbital welding as tool-free processes on the one hand and friction stir welding with wear-resistant rotating tools on the other.
Ultrasonic welding
Ultrasonic welding is an innovative welding process that is used to join thermoplastic materials. High-frequency vibrations are used to cause the workpieces to be joined to vibrate and thus fuse the molecules at the joint.
How ultrasonic welding works:
-
- Energy supply: An ultrasonic generator produces high-frequency vibrations, usually between 20 and 40 kHz.
- Vibration transmission: These vibrations are transmitted to the workpieces to be joined via a welding sonotrode.
- Friction and melting: The vibrations lead to friction between the workpieces, which generates heat and causes the plastics to melt at the joint.
- Joining force: A contact force ensures that the softened plastics are joined together under pressure.
- Solidification and bonding: After the vibrations are switched off, the plastics cool down and solidify, creating a strong and permanent bond.
Spot welding
The term spot welding is often incorrectly used for the Lampert welding principle. In the spot welding process, a TIG welding machine is used to set individual welding spots one after the other with arc pulses of a freely selectable pulse duration and amperage, thus successively creating a welding bead.
However, spot welding is actually a form of resistance welding in which metal sheets or other metallic components are usually pressed together with a certain amount of pressure and then welded. If a certain pressure is applied via two electrodes (e.g. with welding tongs, two individual contact clamps or copper-beryllium electrodes) and a welding current is passed through the workpieces, an increased contact resistance is created (usually at the point of contact) and the parts weld together at these points.
In this welding process, the combination of surface roughness of the workpieces, contact pressure and current strength influences the strength of the joint.
Certain Lampert arc welding machines use this technology as a special function in addition to TIG micro-pulse welding for pre-fixing workpieces made of low-conductivity alloys (e.g. CoCr alloys, titanium or stainless steel) in order to weld them afterwards with the TIG welding function.
At Lampert Precision Welding , this function is called fusion welding.
Conclusion: Choosing the right welding process
Welding goes beyond mere technology, it is an art form that combines precision, flexibility and safety. Whether in industry, trade or for DIY enthusiasts – welding ensures stable and durable connections that can withstand even the most demanding requirements.
Choosing the right welding process is not always easy, but with the right experts at your side, it is a problem that can be solved.
With a little practice and the necessary specialist knowledge, you can immerse yourself in the fascinating world of welding and quickly learn to appreciate the benefits of this versatile technique. If you would like to find out more about the Lampert welding process, please do not hesitate to contact us.