Welding thin aluminum - joining aluminum sheets perfectly
Aluminum is highly reactive with oxygen and therefore quickly forms an oxide layer that has a higher melting point than the aluminum itself. This oxide layer must be removed before welding, as must any contamination, especially from hydrogen, in order to avoid cracks and pore formation. Equally challenging is the high thermal conductivity of aluminum, which requires an increased input of energy during welding, but without changing the material structure too much. These are high requirements for thin aluminum.
AC processes are regularly used for TIG welding of aluminum in order to break down the oxide layer. With its micro TIG welding process, Lampert has now also made this possible with DC using a special frequency superimposition technology. The Micro Arc Welder is the ideal welding machine to master the difficulties of aluminum welding, even for thin aluminum.
Weldingaluminum 3.0255 (Al 99.5 / EN AW-1050A) - 0.6 mm sheet metal
Aluminium 3.0255 has a very high degree of purity with only a low silicon and iron content, making it very soft and therefore not only very good for cold forming, but also very good for welding. It is therefore often used for sheet metal and pipes and is also relatively easy to anodize after welding.
Meticulous weld seam preparation is essential for welding aluminum 3.0255. The oxide layer must be completely removed. Depending on the surface condition, both mechanical methods (e.g. grinding) and chemical methods (e.g. cleaning agents containing citric acid or acetic acid) can be used.
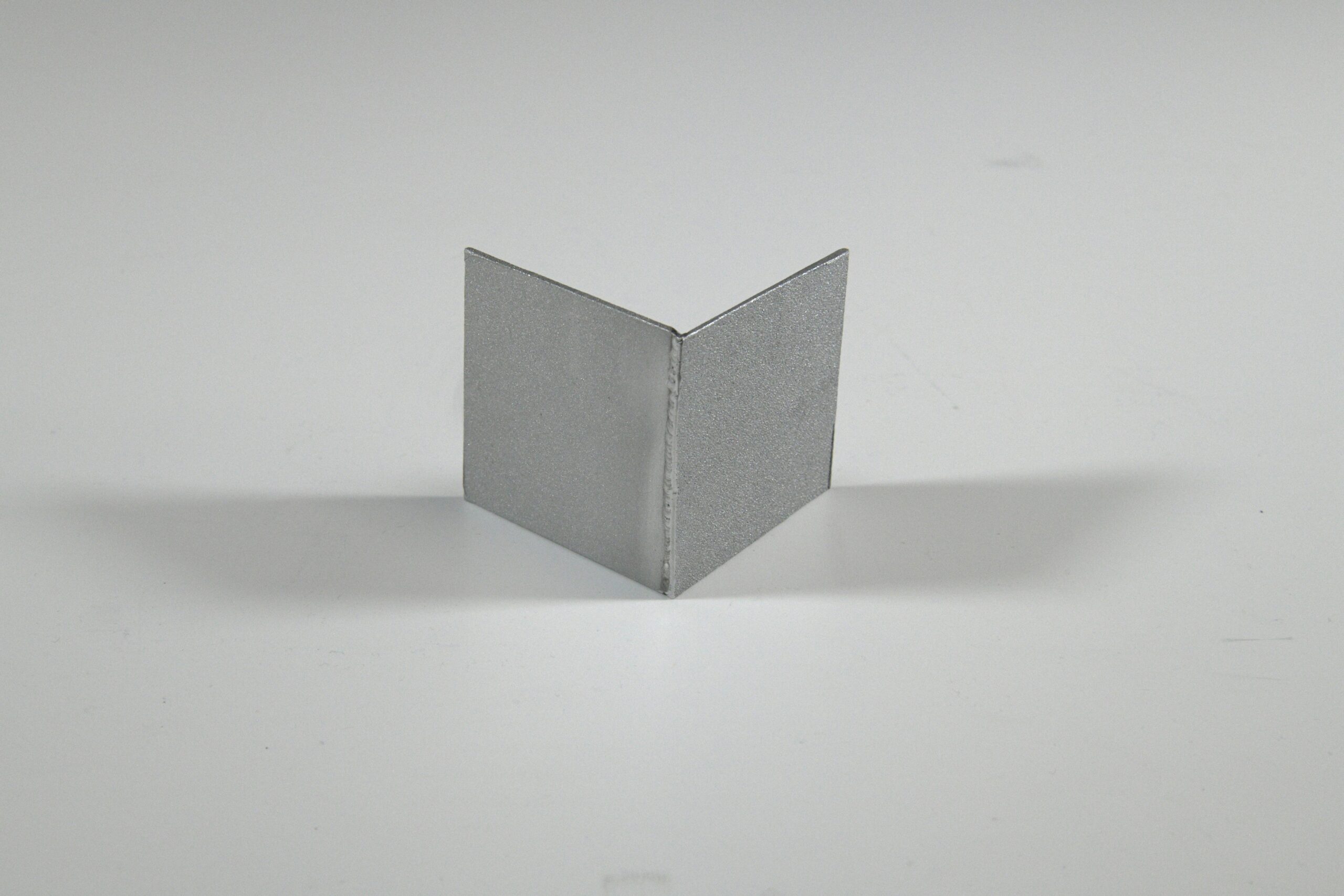
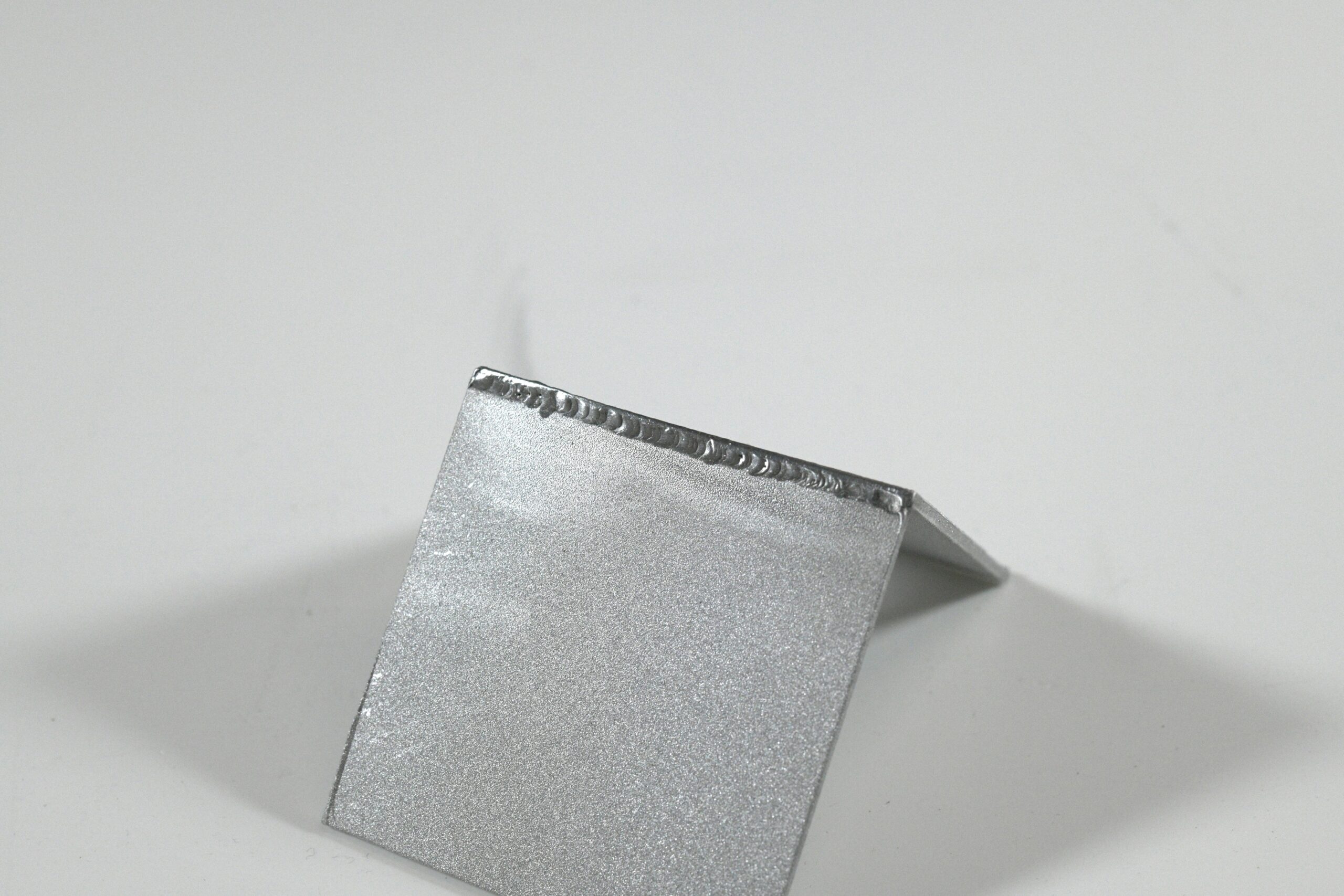
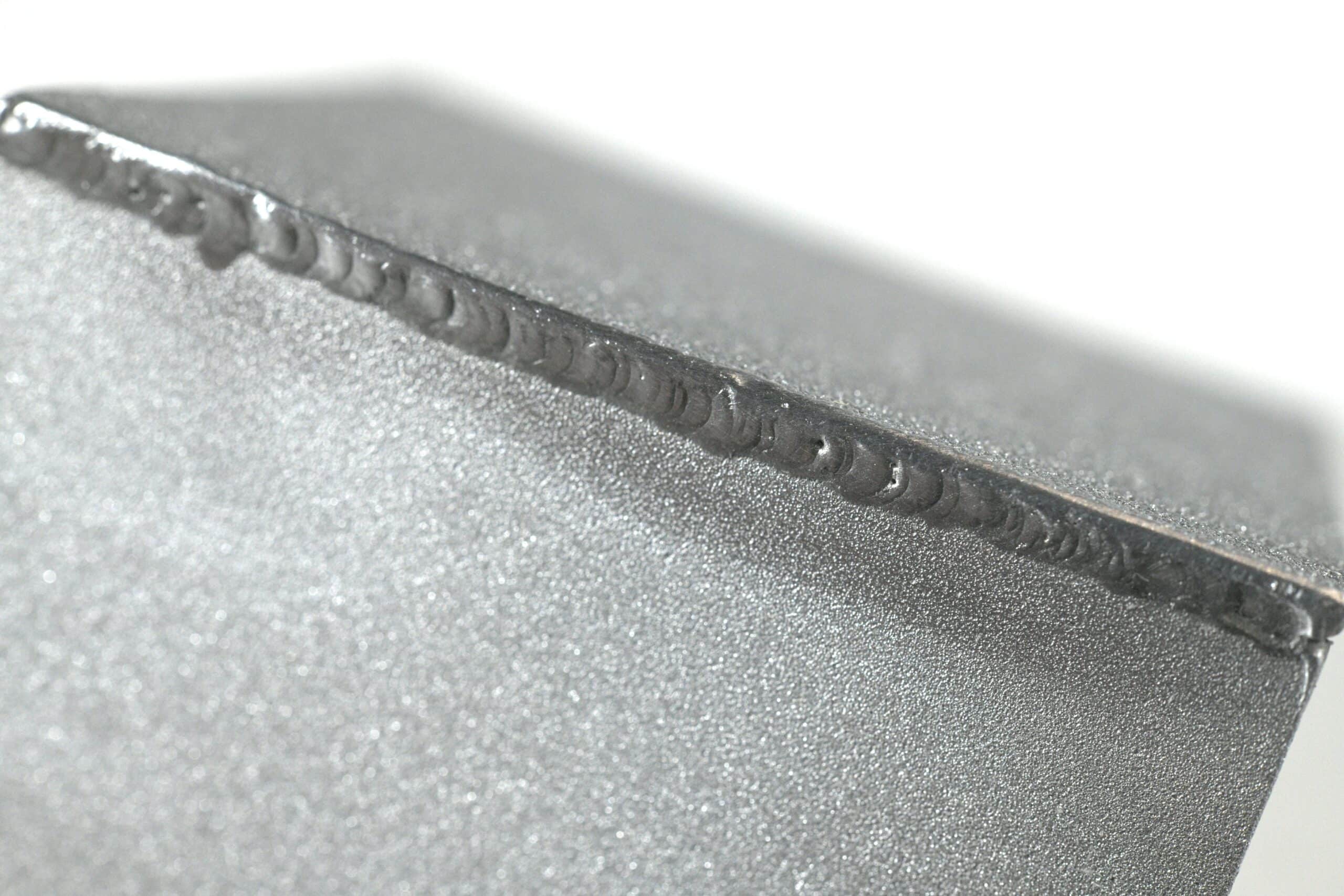
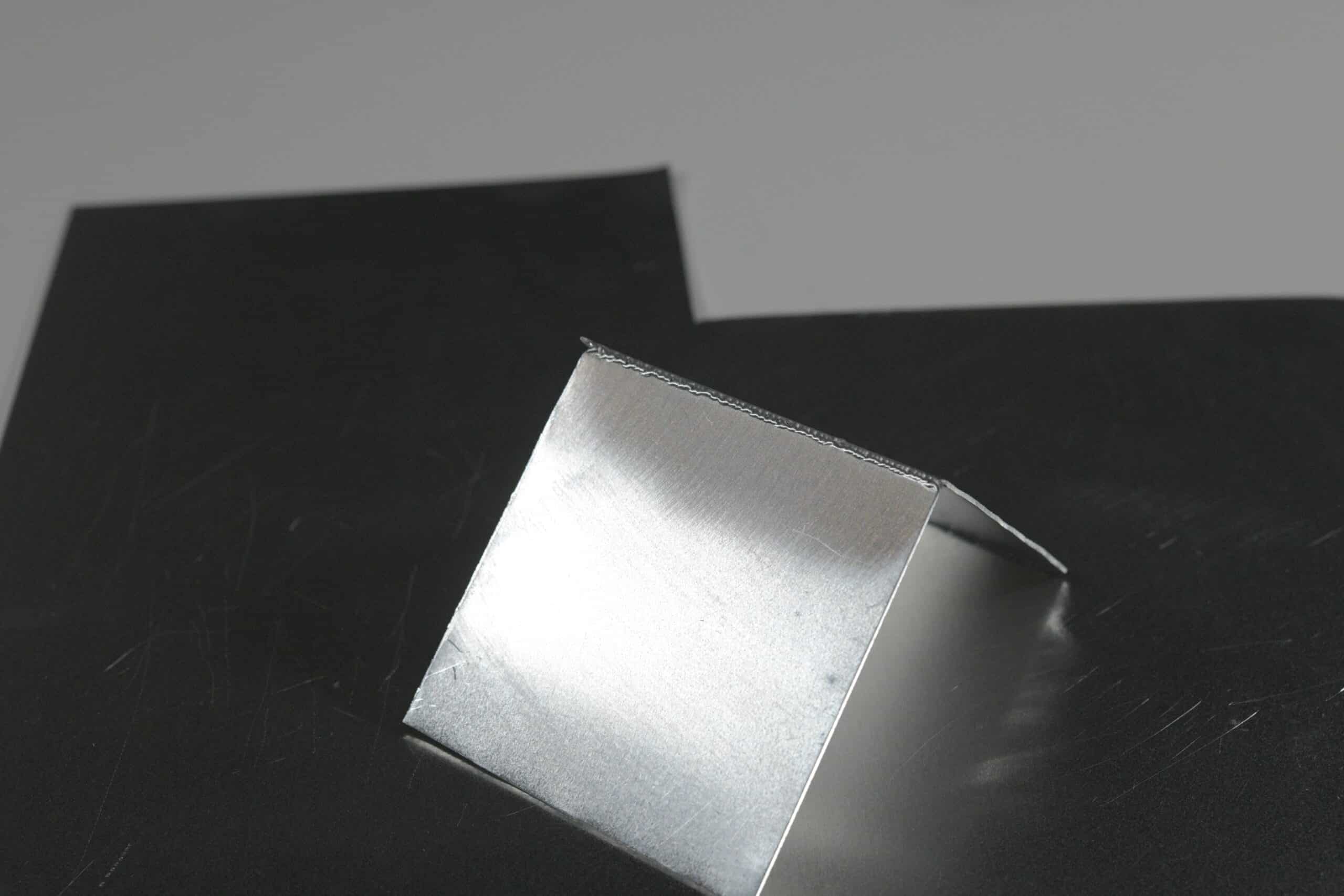
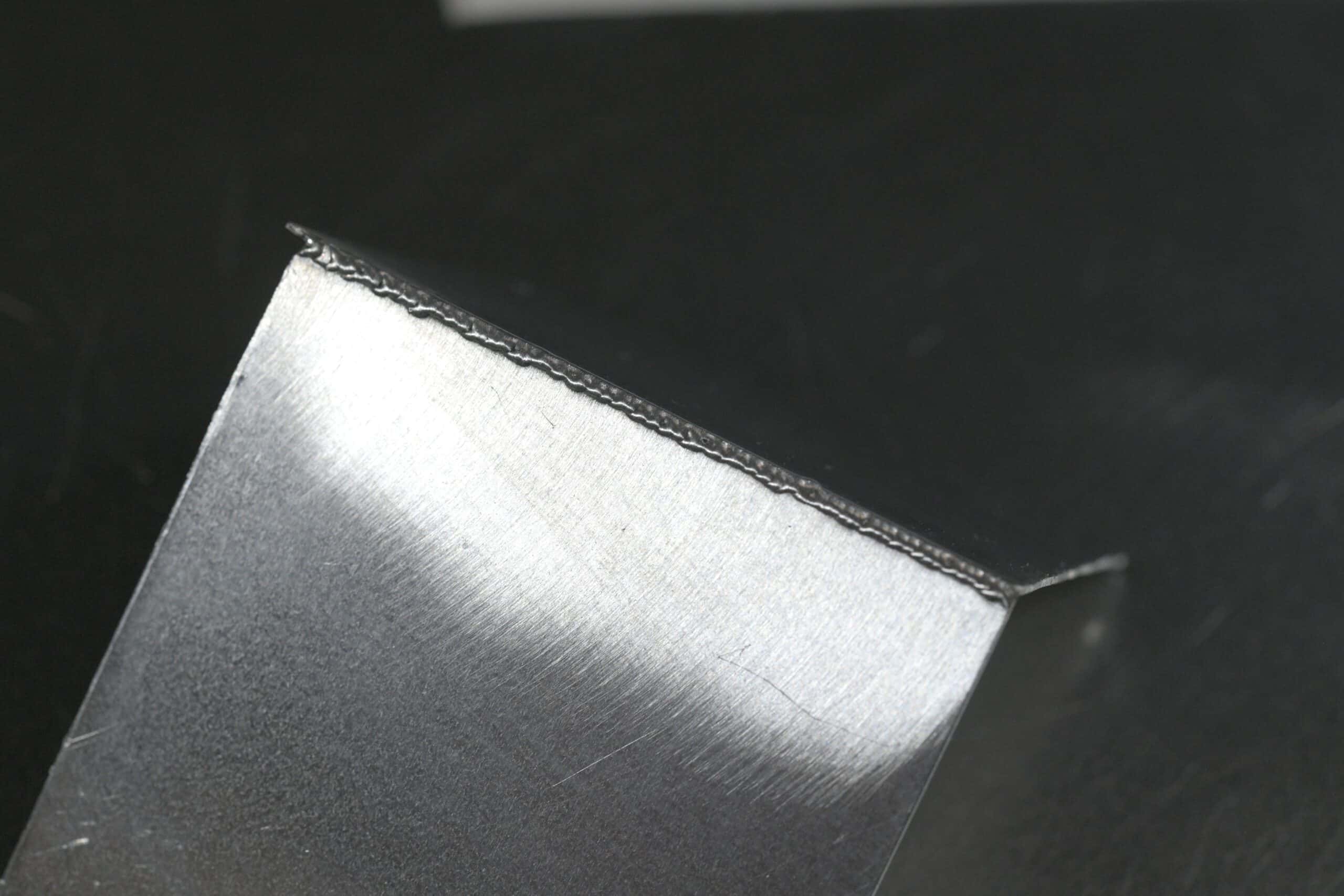
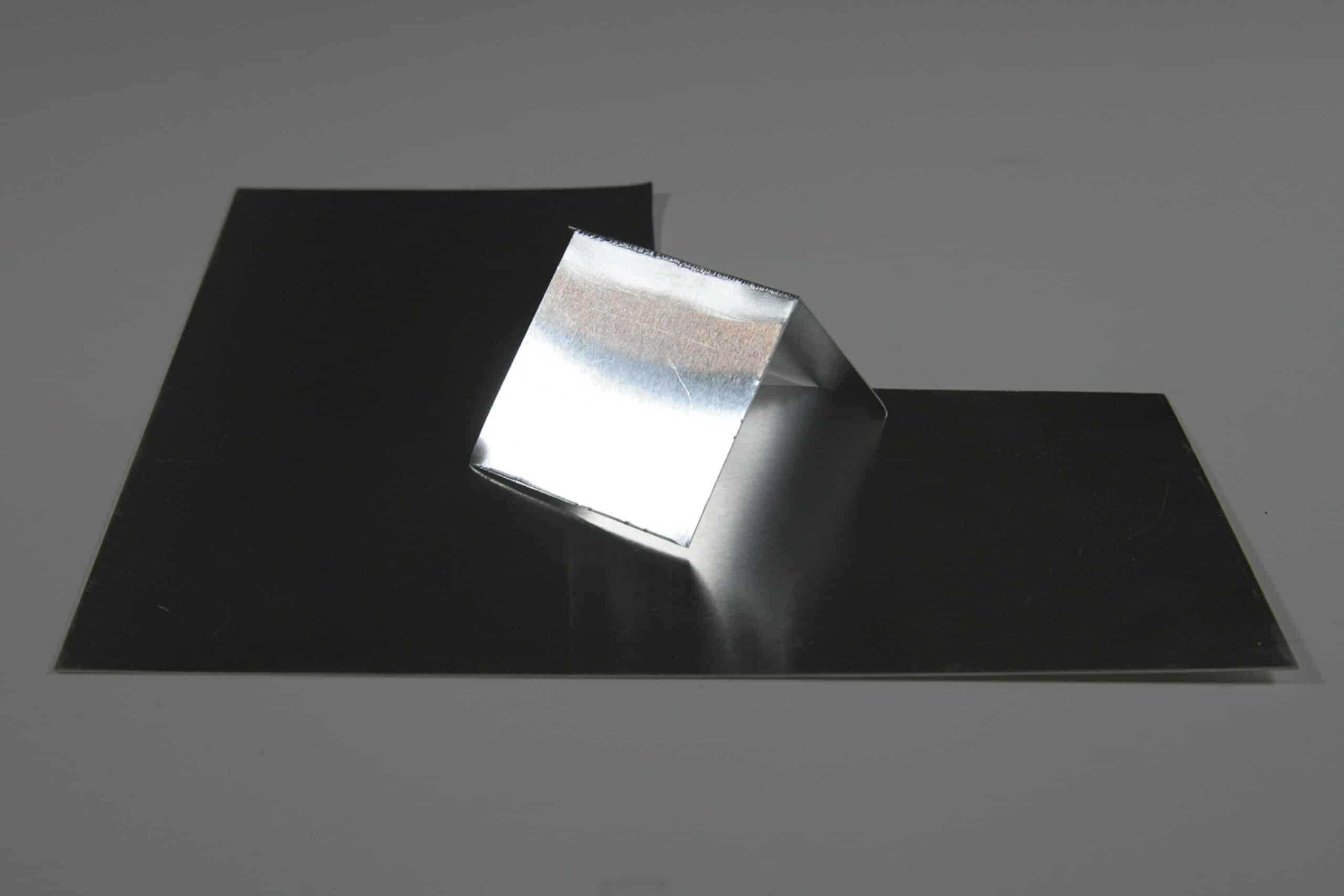
The 0.6 mm sheet can be welded with the aluminum welding curve of the Micro Arc Welder can be welded very well with medium power (approx. 40-50 %) and approx. 4-6 ms pulse duration. It is recommended to start with the preset parameters for thicker material thicknesses and to select a slightly increased welding spot sequence in order to keep the material at temperature during welding and to avoid stresses caused by frequent heating and cooling. By interlocking the individual spot welds you not only achieve a homogeneous and durable bond, but also achieve an optimum visual result.
Aluminum 3.0255 (Al 99.5 / EN AW-1050A welding - 0.4 mm sheet metal
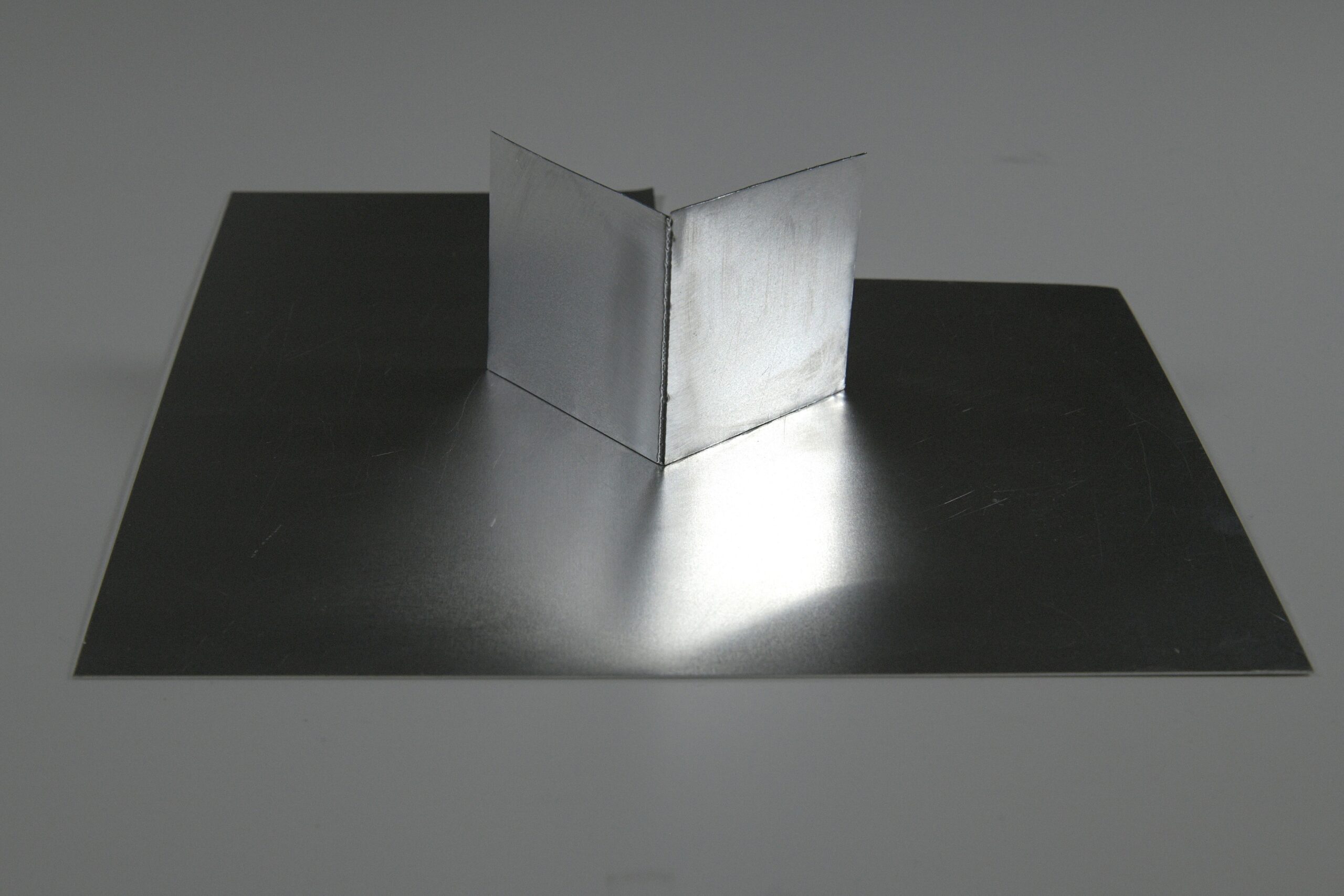
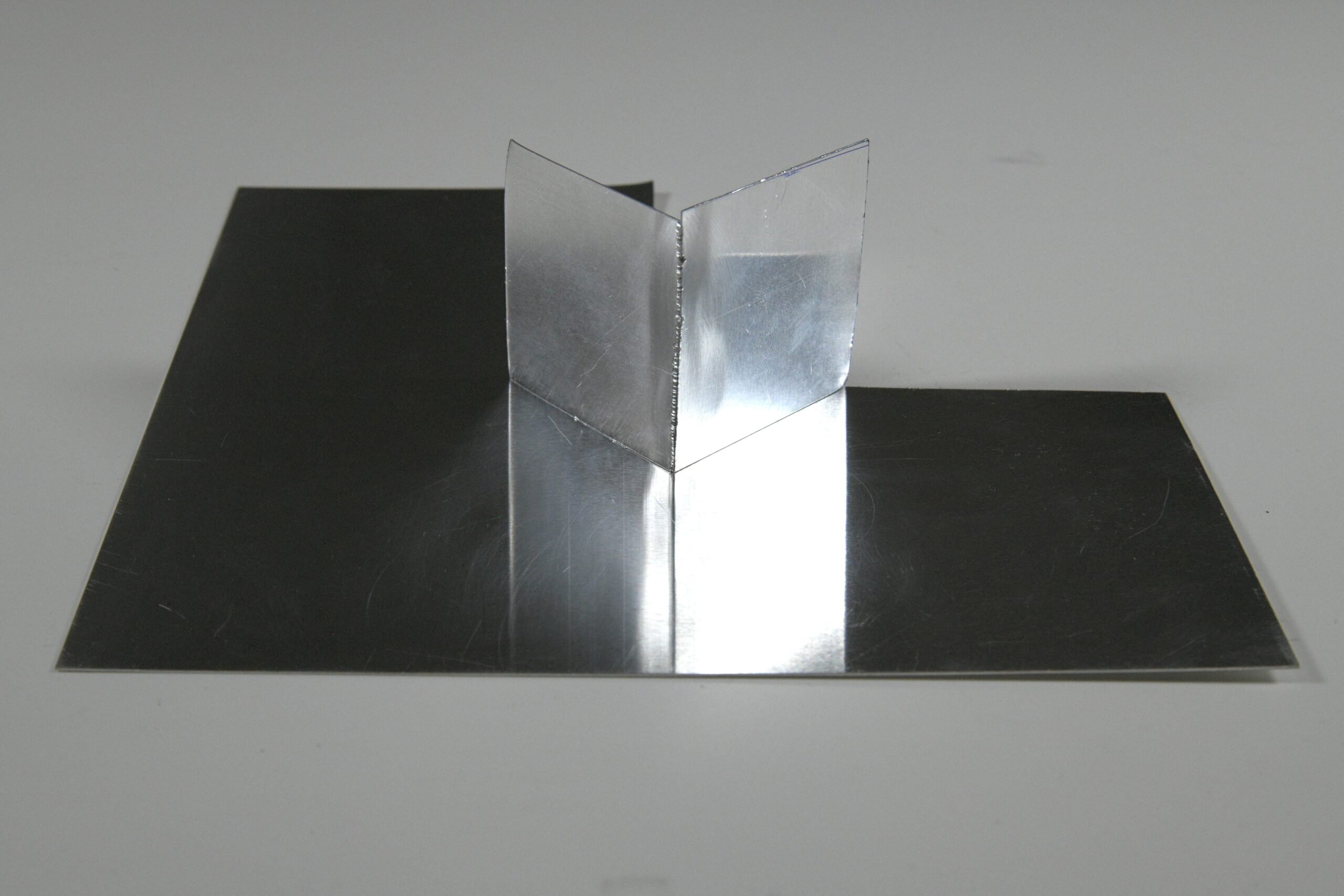
Thinner material thicknesses made of aluminum 3.0255 also does not present Problems to the Micro Arc Welder. no problems. After careful weld seam preparation for the aluminum welding curve, it is recommended to select a thinner material thickness in the geometry settings and to weld in the lower third of the power spectrum (25-35 %) and with a pulse duration of 3-5 ms and, if necessary, to adjust the power and pulse duration slightly upwards in small steps. The increased welding spot sequence also makes sense with thinner material thicknesses.

Aluminum 3.0255 (Al 99.5) welding - 3D printed structure (1.7 mm)
Even additively manufactured structures made of aluminum 3.0255 can be welded excellently and without restrictions. Due to the higher porosity and the more irregular surface structure, careful weld seam preparation and clean removal of the oxide layer are particularly important here.
For the aluminum welding curve, it is recommended to select a thicker material thickness in the geometry settings and to weld with medium power (40-60 %) and 5-7 ms pulse duration. The material behavior when welding with the Micro Arc Welder is comparable to the welding of rolled aluminum sheets.