Welding thin brass - joining brass sheets perfectly
The copper contained in brass causes well-known problems of high thermal conductivity and a tendency to form oxides during welding. However, brass also contains zinc, which has a significantly lower melting point than copper and therefore tends to evaporate during welding. This not only weakens the weld seam, but also leads to visual impairments such as porosity or zinc burn-off from zinc oxide. Cracking and stresses in the material can also occur by copper and zinc cooling at different rates.
With the concentrated energy input applied locally and directly to the welding point, the Lampert process can reliably weld thin brass and largely avoid the formation of zinc oxide.
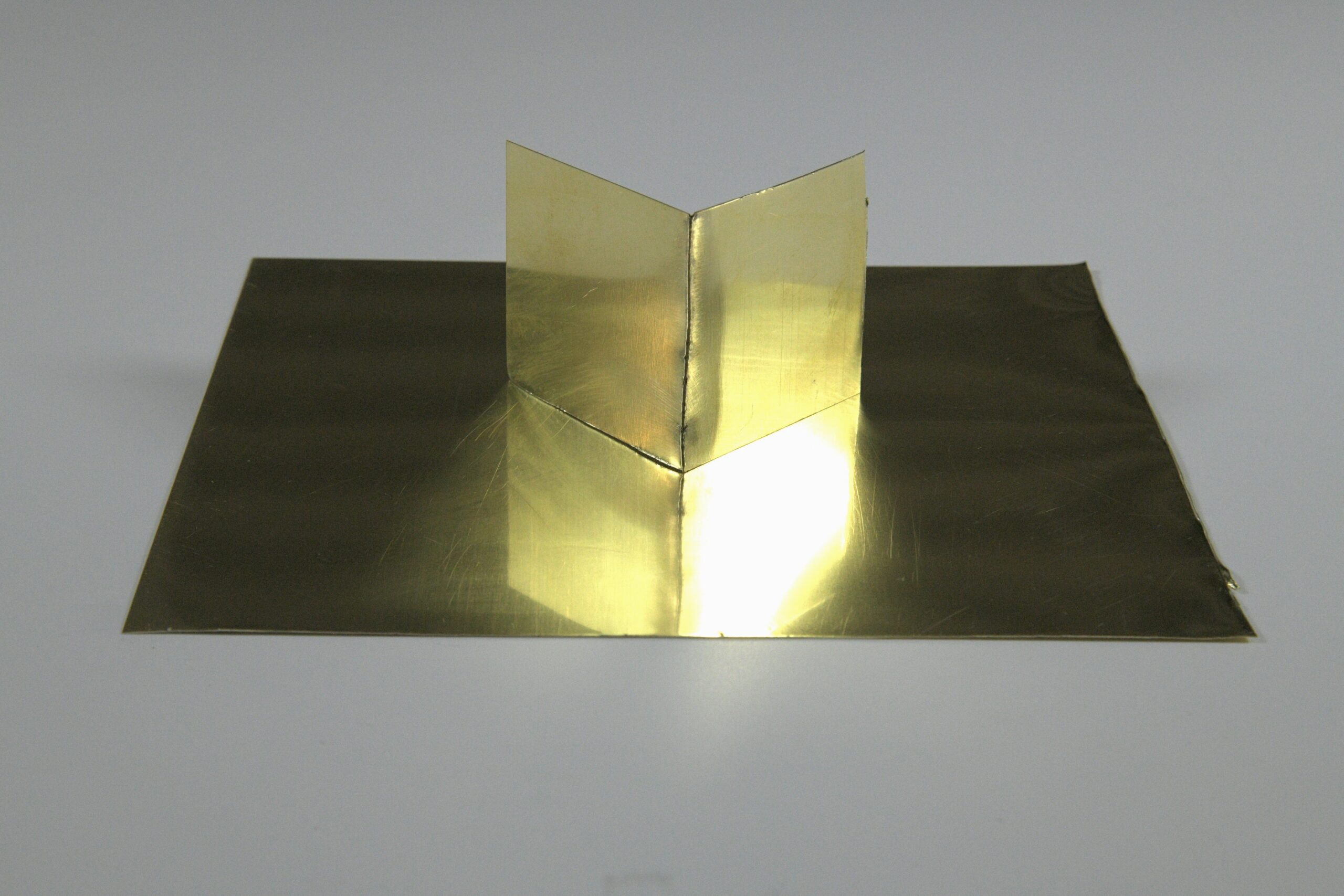
Weldingbrass 2.0321 (MS 63 / CW-508L) - 0.5 mm sheet metal
Brass 2.0321 consists of just under two thirds copper and just over one third zinc, i.e. it has a medium-high zinc content among brass alloys. It therefore represents a good compromise in its properties to other brass alloys, has good cold formability and still acceptable hot formability. It is not only easy to weld, but also good for soldering and is suitable for deep drawing, stamping and bending. Its corrosion resistance to water is very good, making it suitable for use in sanitary fittings, heating and cooling technology and even in the manufacture of musical instruments. Brass 2.0321 is also frequently used for plain bearings and gear wheels in mechanical engineering as well as for connectors and contact points in electrical engineering.
The same preparatory work is required for welding aluminum 2.0321 as for welding copper: The oxide layer must be removed either by grinding or using an acidic cleaner. It is also important to ensure that the surface of the weld seam is free of grease.
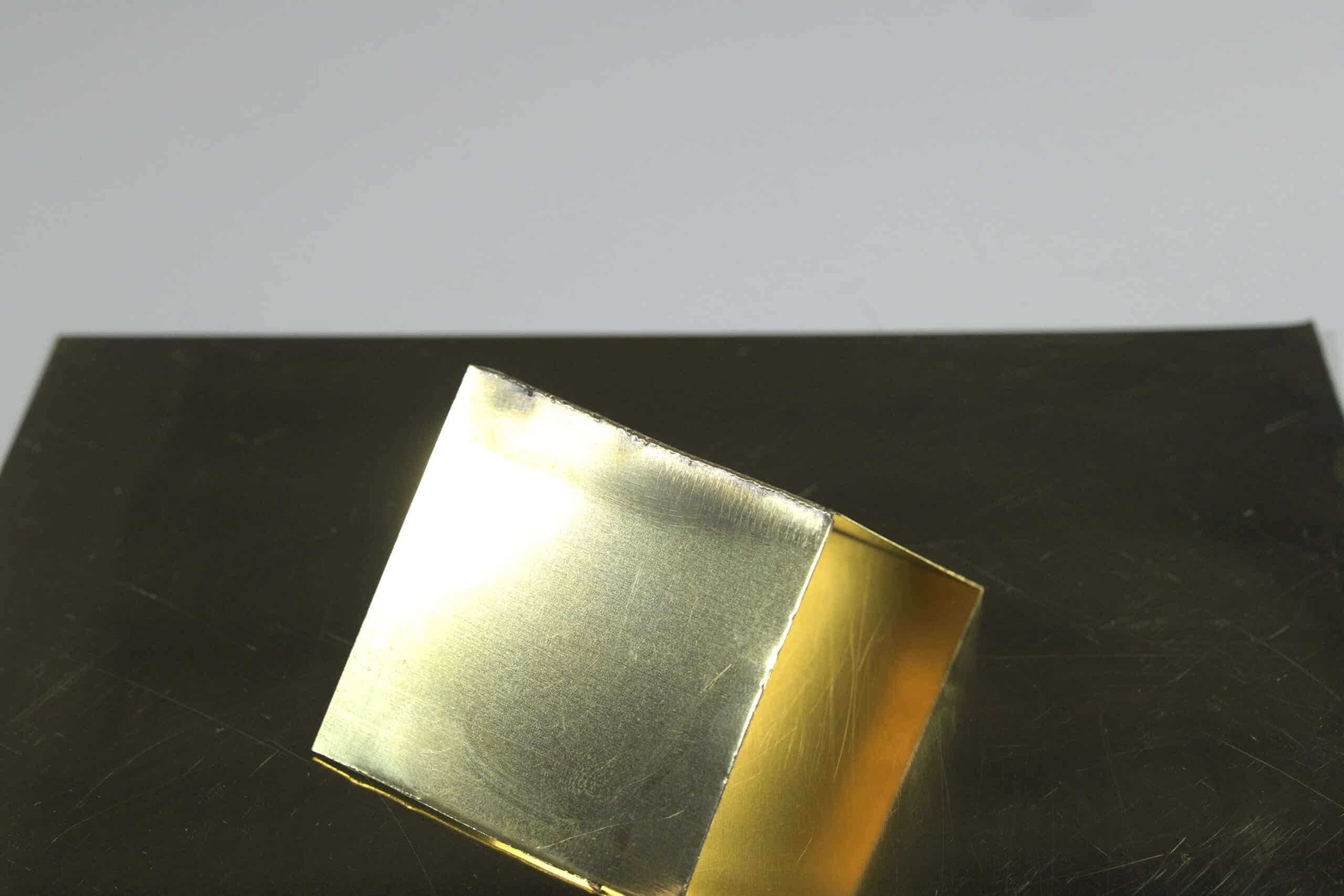
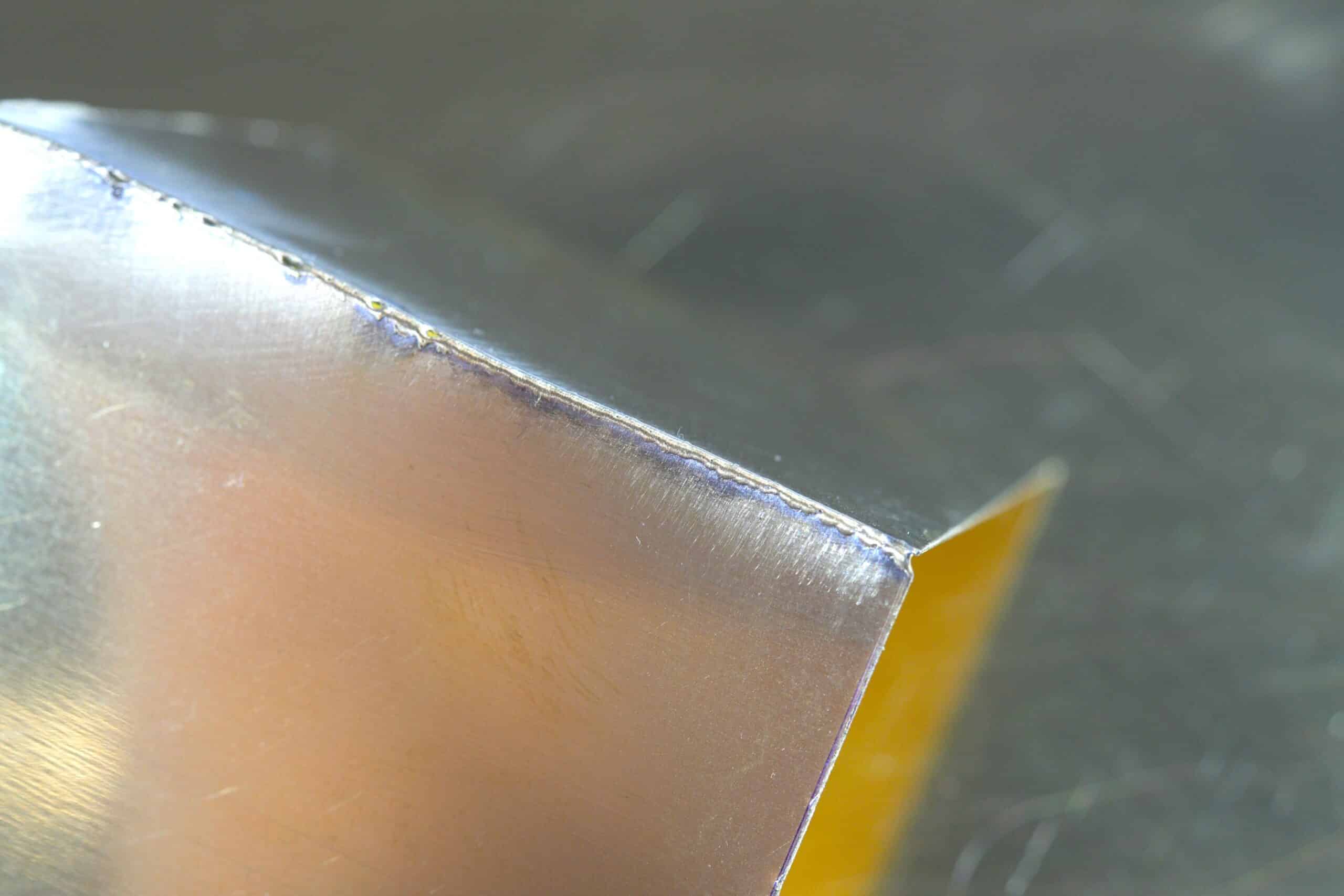
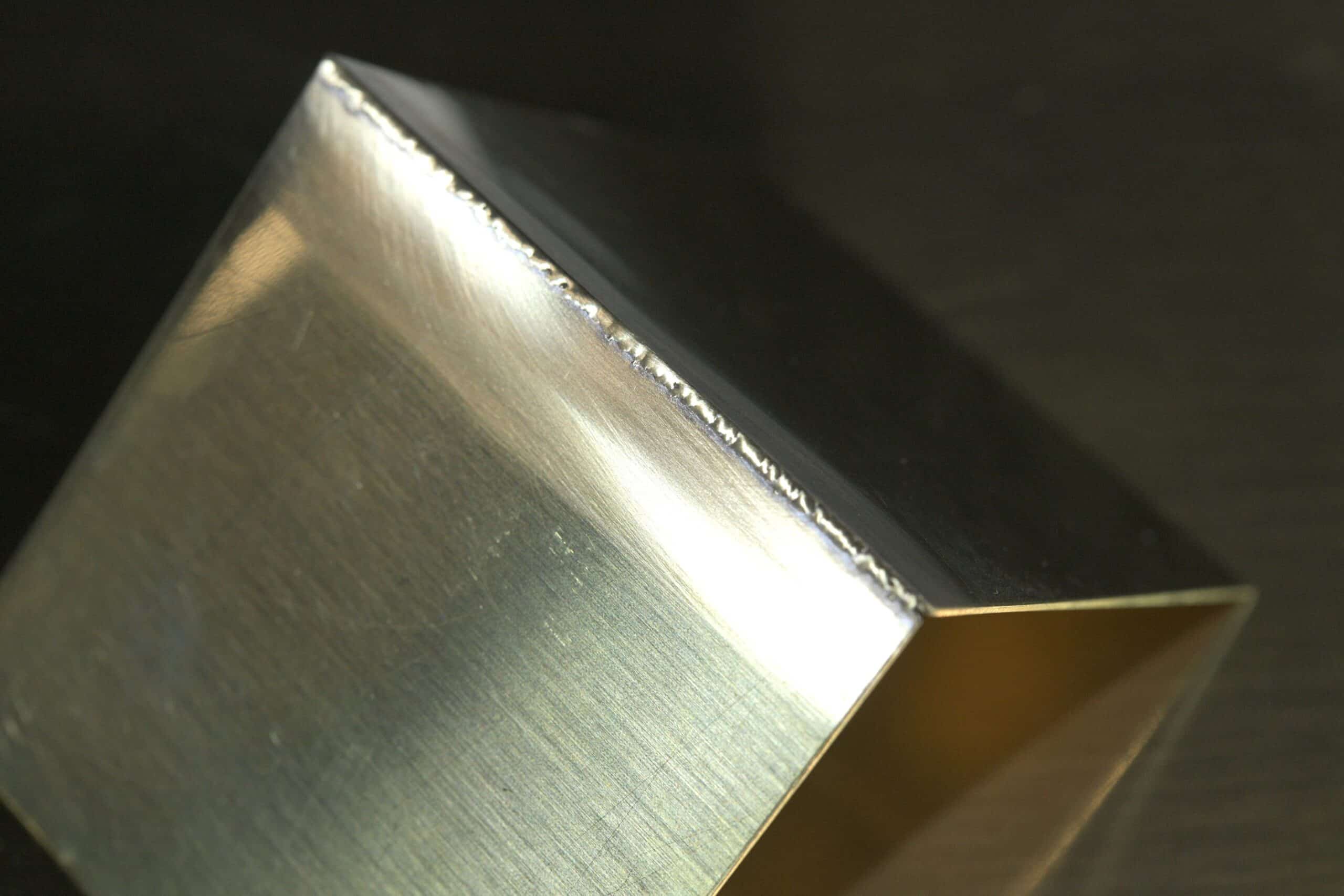
The 0.5 mm sheet can be welded wekk with the brass welding curve (CuZn) of the Micro Arc Welder and with medium power (approx. 30-40%) and a pulse duration of approx. 5-7 ms. The preset parameters of the geometry for thicker material thicknesses are a very good starting point, which can be fine-tuned in terms of power and pulse duration if required. An increased welding spot sequence is recommended, but the energy input should be kept somewhat lower compared to copper in order to minimize adverse effects from the evaporation of zinc. A very good physical and visual result can be achieved with evenly spaced welding spots.
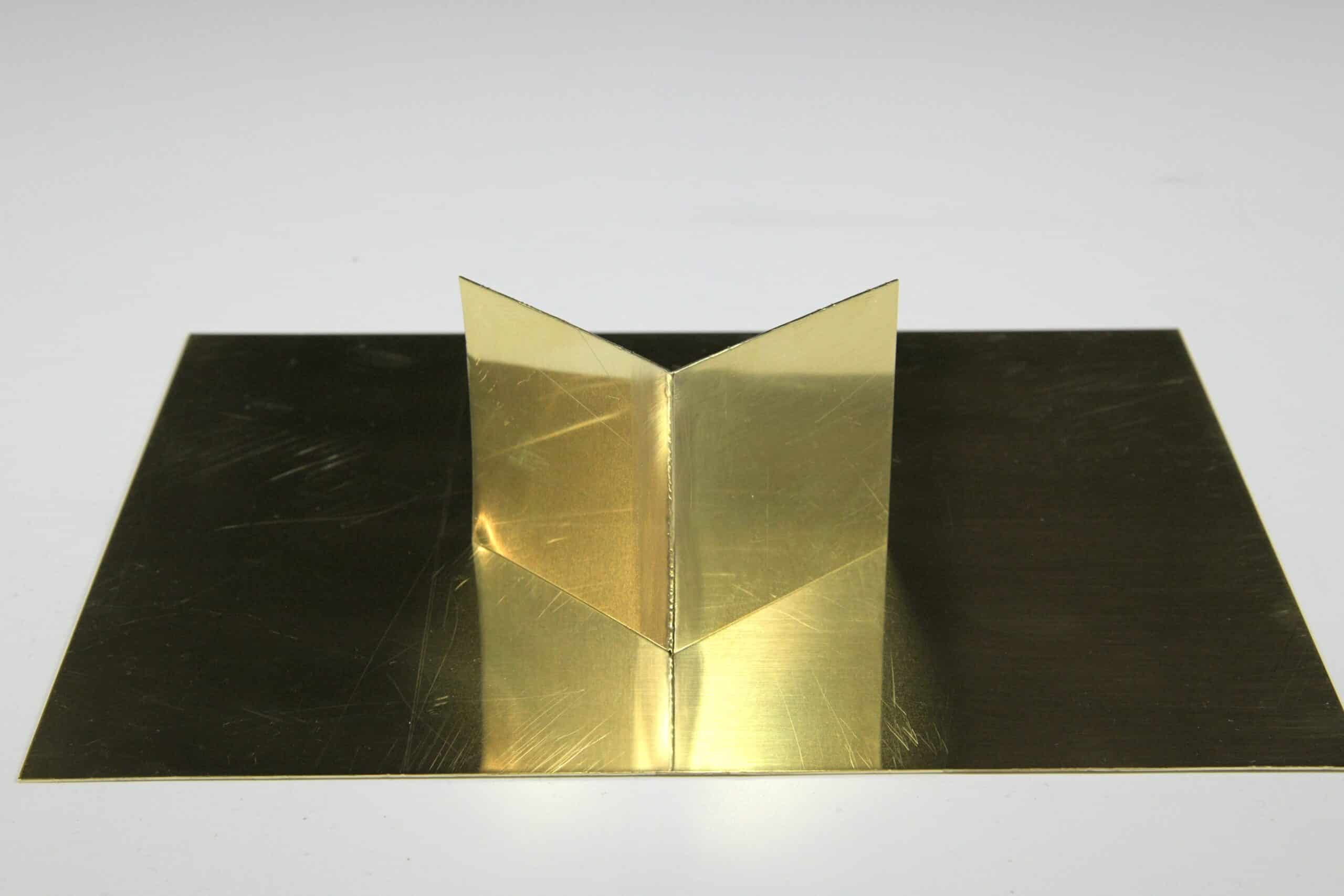
Brass 2.0321 (MS 63 / CW-508L) welding - 0.3 mm sheet metal
Thinner material thicknesses made of 2.0321 brass also present no problems to the Micro Arc Welder. After careful weld seam preparation for the brass welding curve (CuZn), it is recommended to select a thinner material thickness in the geometry settings and to weld in the lower third of the power spectrum (20-30%) and with a pulse duration of 3-5 ms. The risk of porosity in the weld seam is somewhat higher compared to thicker sheets. It is therefore advisable to start with a slightly lower power and pulse duration and to adjust the parameters upwards in small steps depending on the material behavior. If porosities or small holes do occur in the weld seam, these can be easily filled again with a suitable brass filler wire.