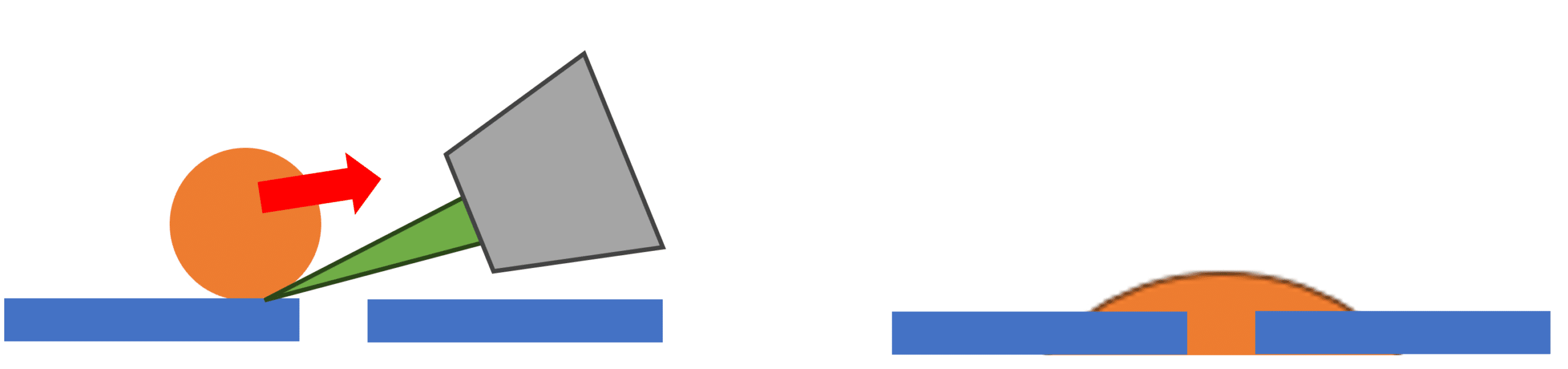
When welding in this situation, the handpiece or electrode is guided at a flat angle.
In this way, porosities, minor defects or a small hole can be easily sealed, sometimes without the use of welding wire. In the latter case, however, the margins should not be thinner than 0.15 mm, as may happen if a framework is accidentally ground through at a preparation edge. Otherwise, the hole would only be enlarged by the welding spots.
This technical phenomenon also results in the fact that after a certain number of spot welds, depending on the alloy and the welding parameters used, deposits of the welded base material can be found on the electrode tip, which is why it has to be turned and reground from time to time. This is completely normal with this (as with all other) TIG welding processes.
Conversely, this means that if our devices are operated correctly (i.e. without pressing the electrode too firmly onto the surface of a workpiece during welding), no tungsten particles are welded into the seam. This is good to know, especially for PFM restorations.