Welding thin copper - joining copper sheets perfectly
Copper is one of the materials with the highest thermal conductivity. When welding thin copper, sufficient energy must therefore be applied to overcome the heat dissipation. At the same time, however, it is important to avoid damaging the thin copper structure by applying too much energy. Material distortion and microstructural changes in thin copper structures should also be avoided as far as possible. In addition, copper shows a high tendency to oxide in general and also during the welding process. The Lampert welding process was specially developed for copper alloys and can weld thin copper reliably and without preheating.
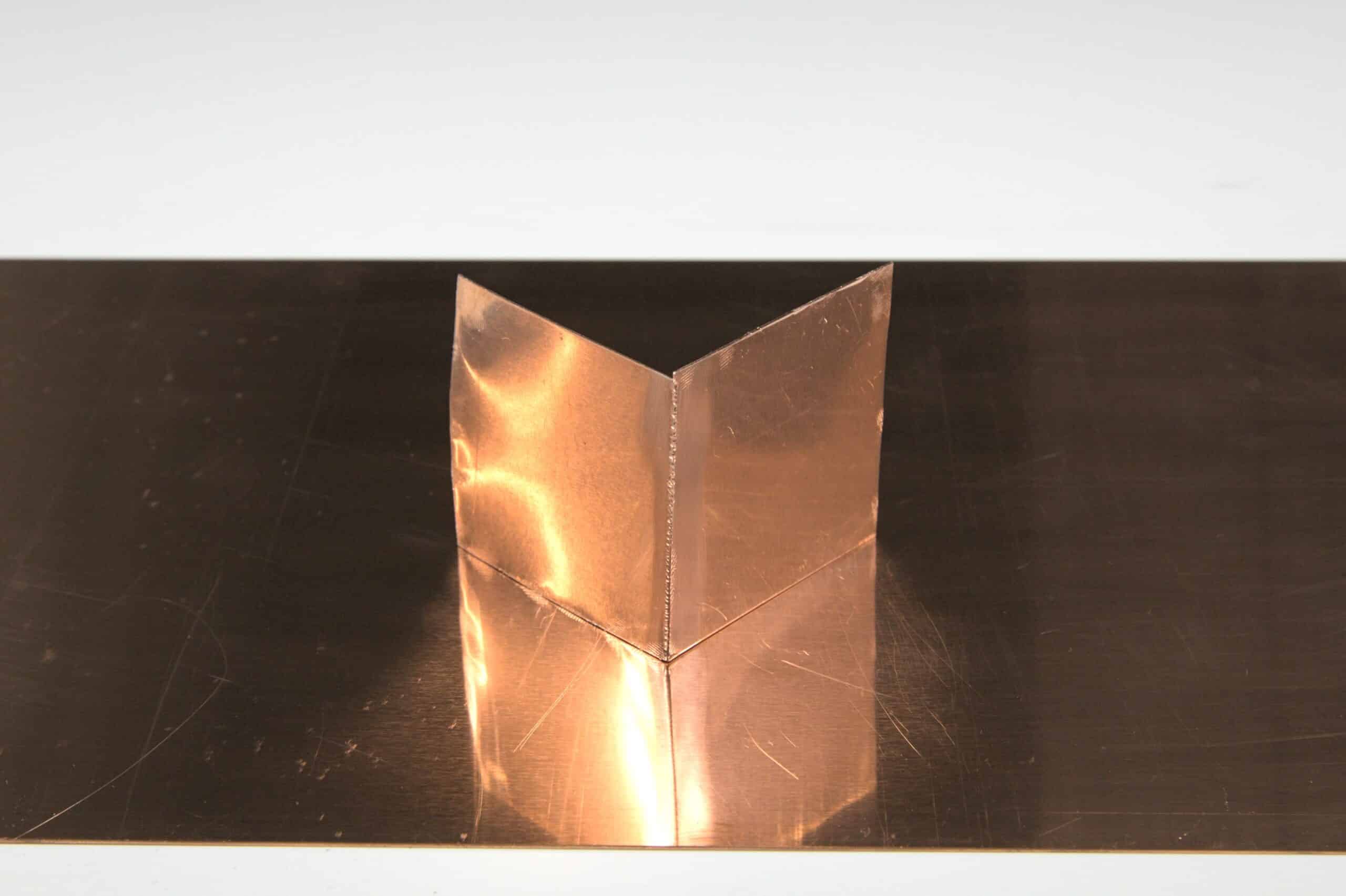
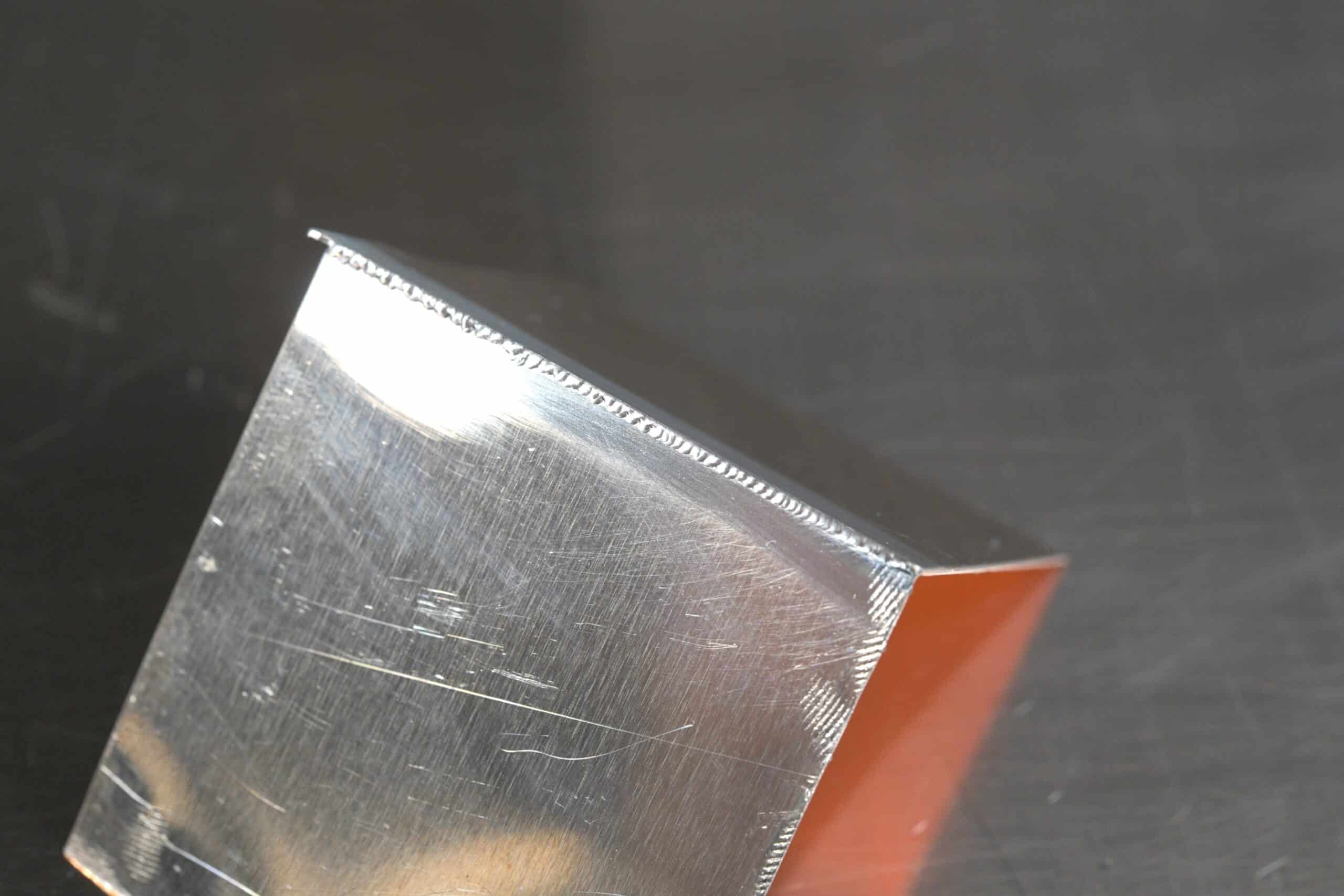
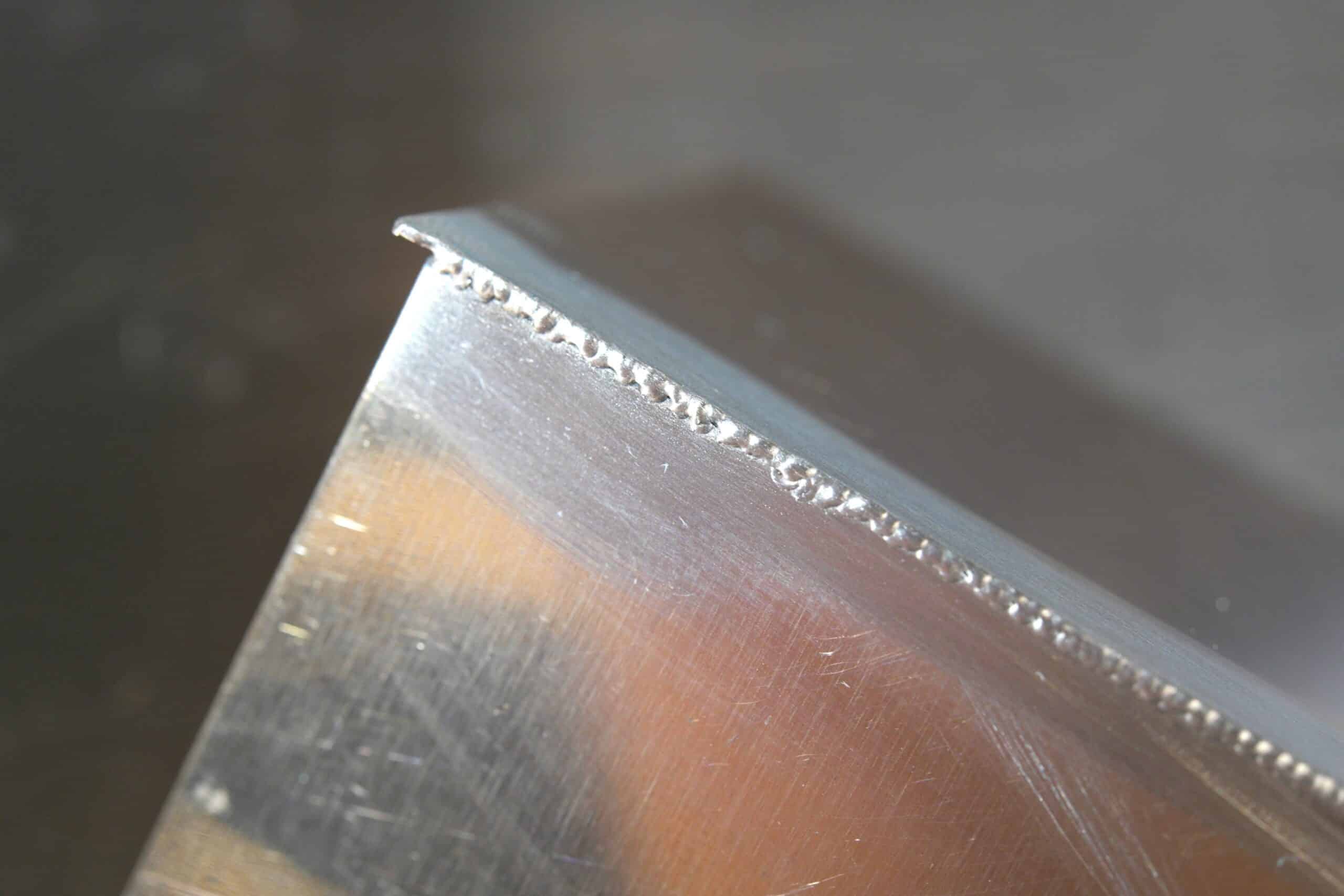
Welding copper 2.0090 (Cu DHP / CW024A) - 0.5 mm sheet metal
Copper 2.0090 has a very high degree of purity, a rather low strength and is therefore very easy to form. Its electrical conductivity is high and its resistance to hydrogen and corrosion is also good. It is therefore often used for piping in heating and air conditioning technology, in plant and apparatus engineering, in model making and for roof and wall cladding in the construction industry.
Before welding copper 2.0090, the oxide layer must be removed either by grinding or using an acidic cleaner in order to avoid inhomogeneities in the weld seam later on. It is also important to ensure that the surface of the weld seam is free of grease.
The 0.5 mm sheet can be welded very well with the copper welding curve of the Micro Arc Welder with medium power (approx. 30-40%) and approx. 5-7 ms pulse duration. The welding spot sequence should be as high as possible in order to overcome the heat dissipation through the material. Due to the very good flow properties of copper, overlapping the individual spot welds produces an excellent result in terms of homogeinity and appearance.