
Perfect welding of joints and seams
Joints for welding must not have any gaps and must be made carefully. Burrs created by filing during the preparation of the workpiece can be used as additional material to produce the weld seam. We will show you how to create a perfect surface in the weld seam with a Lampert welding machine and how to weld with virtually no distortion.
Preparation of the joint
Joints that are to be welded must be well machined and must not have any gaps, otherwise they must be sealed with filler material. Burrs resulting from previous processing steps should not be ground away before welding, as they are usually very suitable for flowing into the weld pool of the weld seam.
Penetration of the metal in the welding spot
The metal should be so thin that it can be penetrated at least 2/3 of the way through with a spot weld so that there is no cavity on the opposite side after welding. This creates an optimum and homogeneous connection that can withstand even the highest loads.


Fastening the workpieces
For a perfect joint, it is recommended that the workpieces or components are first tacked together with one or two spot welds. The angle between the parts can then be fine-tuned in order to align them perfectly for the weld seam.

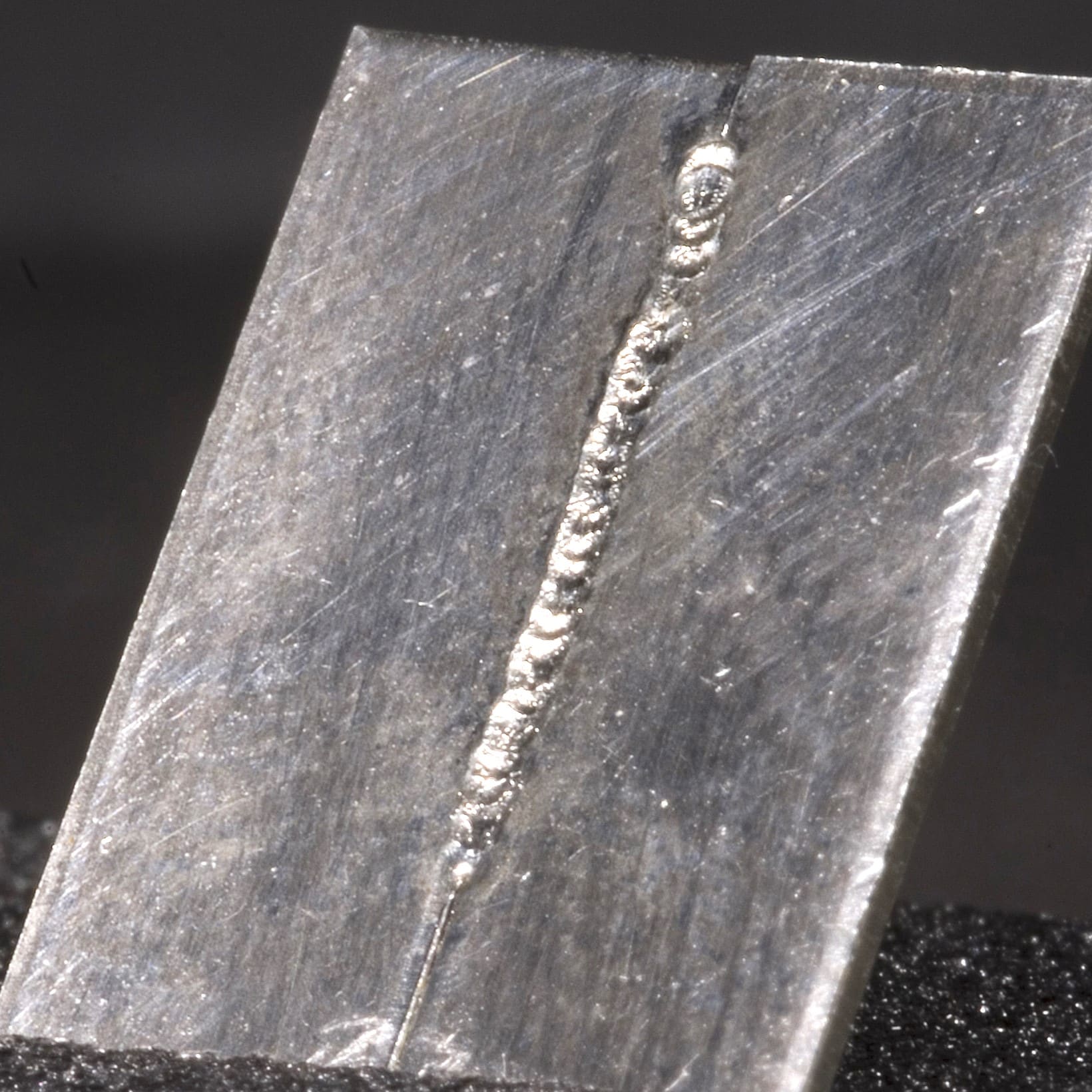
Create a weld seam for a perfect joint
Always hold the handpiece at a right angle to the workpiece to achieve the best penetration depth and stability. Always place the electrode close to the edge of the previous welding spot so that the spots overlap. Make sure that less welding power is required in the edge areas than on surfaces. To prevent the edges from melting off, if necessary hold a piece of metal of the same alloy next to the seam so that it absorbs the excess energy.

Use welding wire for reworking the joint
If the joint is not optimally prepared, a concavity can occur in the joint during welding, which must be filled with filler wire for a perfect surface and thickness of the weld seam. If the material thickness at the weld seam is too thick for a simple weld, a V-joint should be created. This is then filled layer by layer with a welding wire of the same alloy. Ideally, the welding wire should not be thicker than 0.4 mm to ensure an optimum bond with the workpiece.

Setting the optimum pulse duration
You can easily weld seams with different power levels. The higher the power, the larger the diameter of the welding points. This is faster, but usually involves more work when trimming. For joints that you can only weld from one side or for thicker material, you can weld with a slightly longer pulse duration in addition to the power setting to improve the penetration depth. To do this, however, the parts must first be completely sealed in a first pass with the normal pulse time.

Seal holes
Small holes in the joint can be welded by bringing the electrode vertically up to the hole from above until it makes contact with the workpiece. Larger holes are best closed by guiding the electrode across the hole, positioning it at the previous welding point and then closing the hole with the weld. If the hole is too large to be closed using this method, it must be filled with welding wire.

