Depending on the size of the pore, various methods can be used to remove it.
An important prerequisite is that the weld or the pore is clean.
No dirt such as polishing agent or investment material must be embedded in it!
2. in general: use electrode
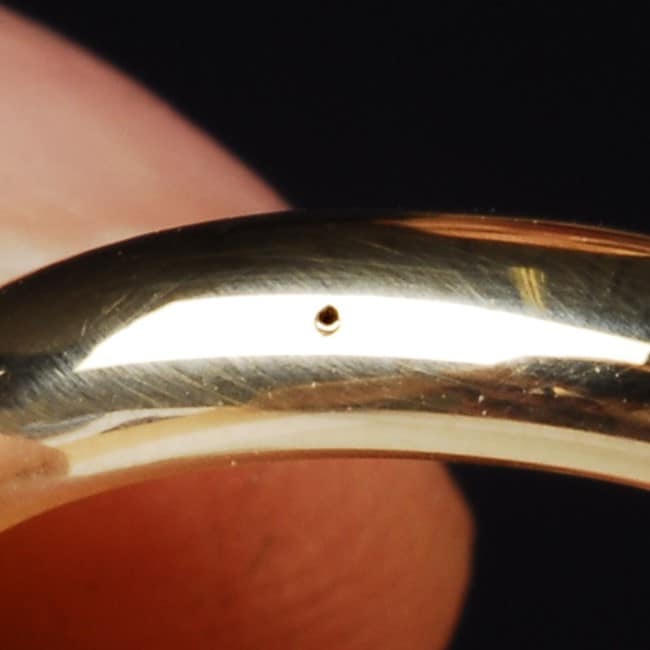
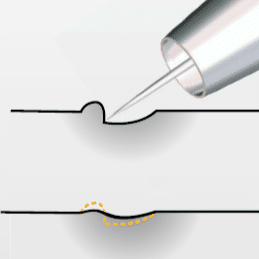
Small “pinhole-shaped pores” can often be closed quickly and easily.
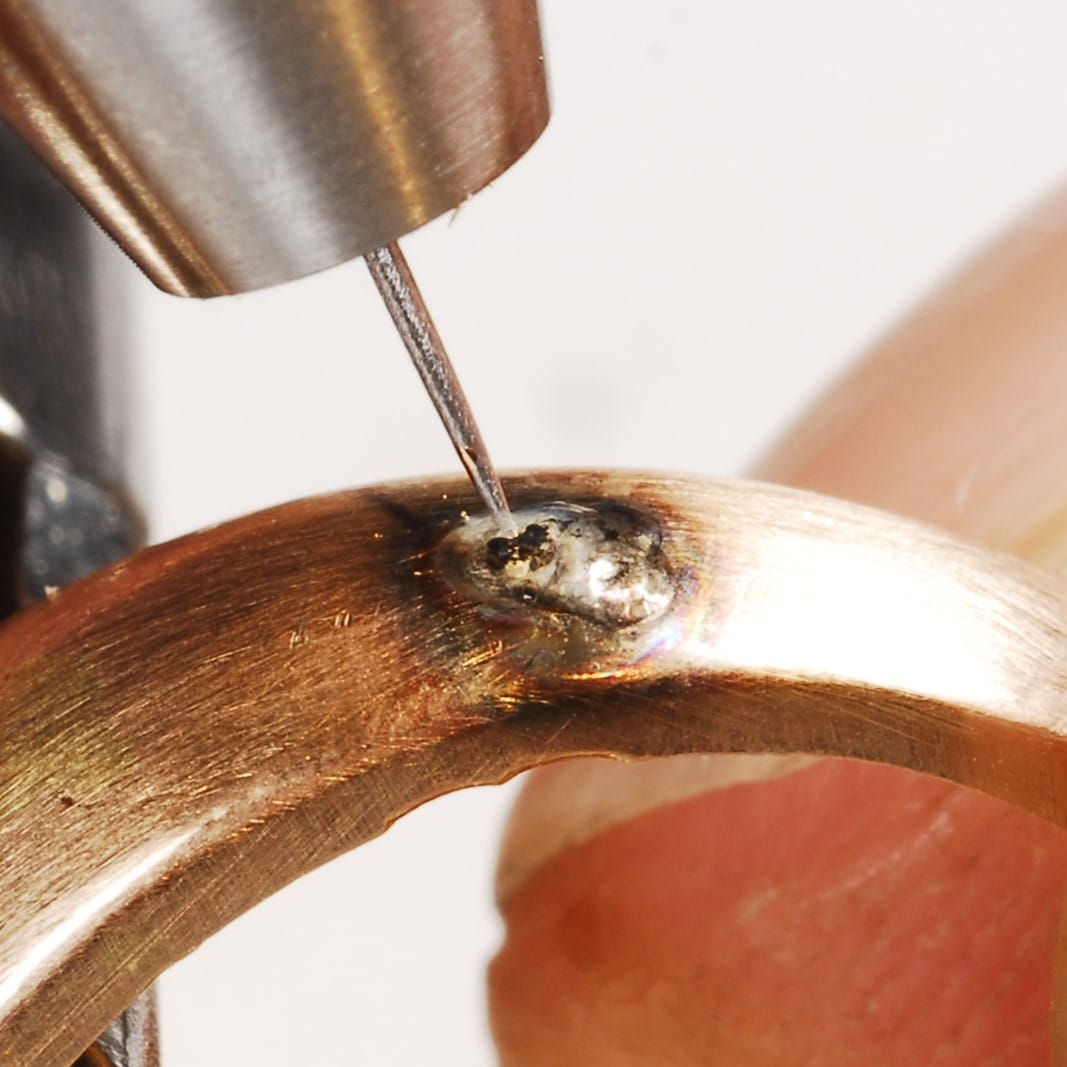
Use a pointed electrode and a low welding power. Hold the handpiece perpendicular to the workpiece surface and place the electrode precisely in the pore.
3. in general: perpendicular joints
Be careful with pores in solder joints!
Solder can evaporate due to the lower melting temperature and thus tear a larger hole.
Therefore, always work with a low welding power and a short welding time.
4. drilling for large pores
Larger pores that cannot be closed in this way should be drilled out and a pin inserted.
Lightly chamfer the edge of the hole with a scraper or milling cutter and shorten the pin so that it protrudes about 0.5 mm from the hole.
Then melt the edge of the pin into the joint all around.
5. use riveting wheel / cutter
To improve the homogeneity of the freshly melted metal, process it with the “compactor (rivet wheel)” or forge it lightly.
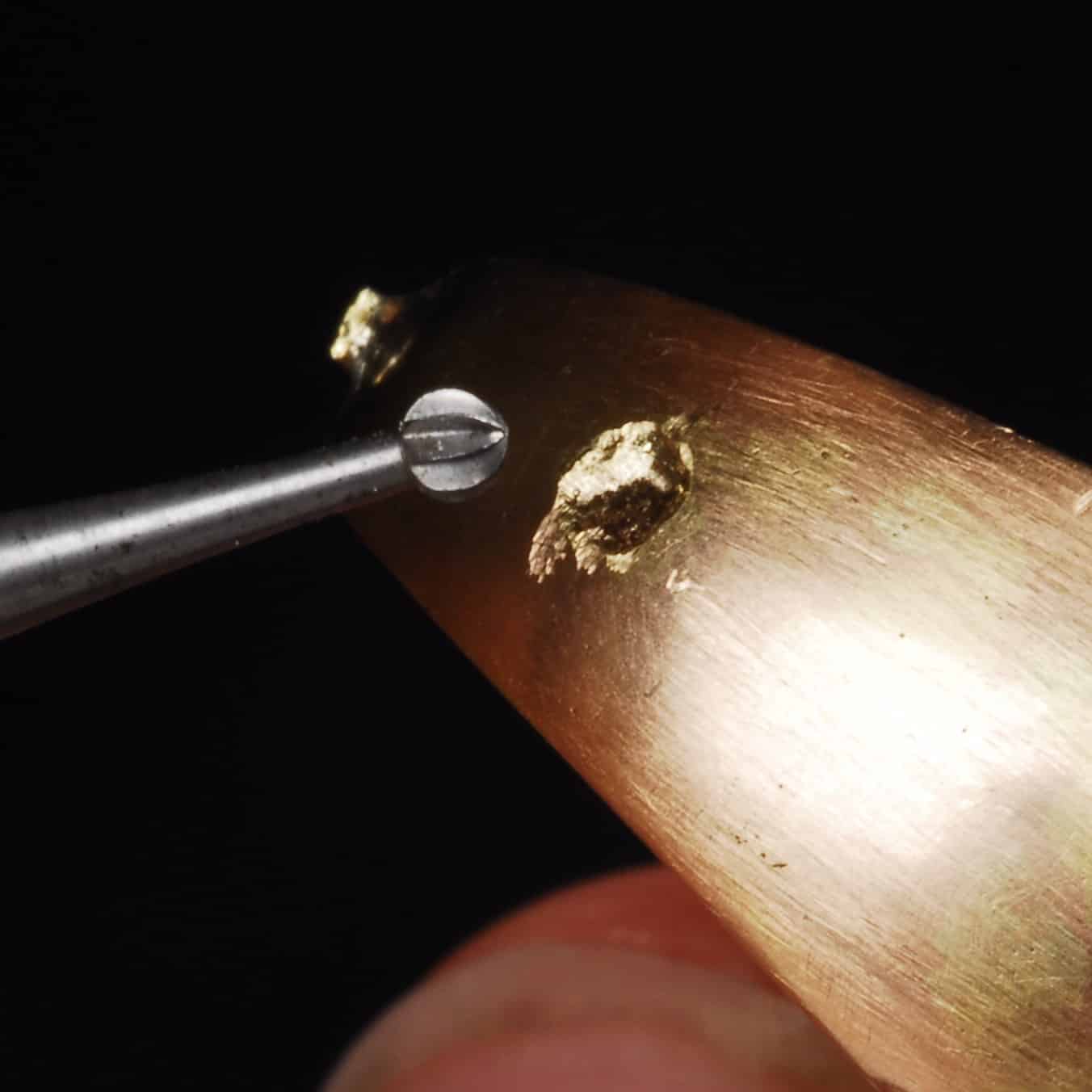
Sometimes it is advisable to cut a recess with the ball cutter in order to weld in a ball.
Place a welding spot vertically on the end of a wire to melt a ball.
This should be slightly smaller than the milled recess.
6. use welding wire
For larger porous areas, it is recommended to remove the entire upper metal layer with a milling cutter and fill the area with metal (welding wire) (see workshop 2.1 and 2.2).
If the porosity is too deep to mill it out completely, you should apply a few spot welds without adding metal before filling.
The porous area is compacted by this melting.
7 Correct welding
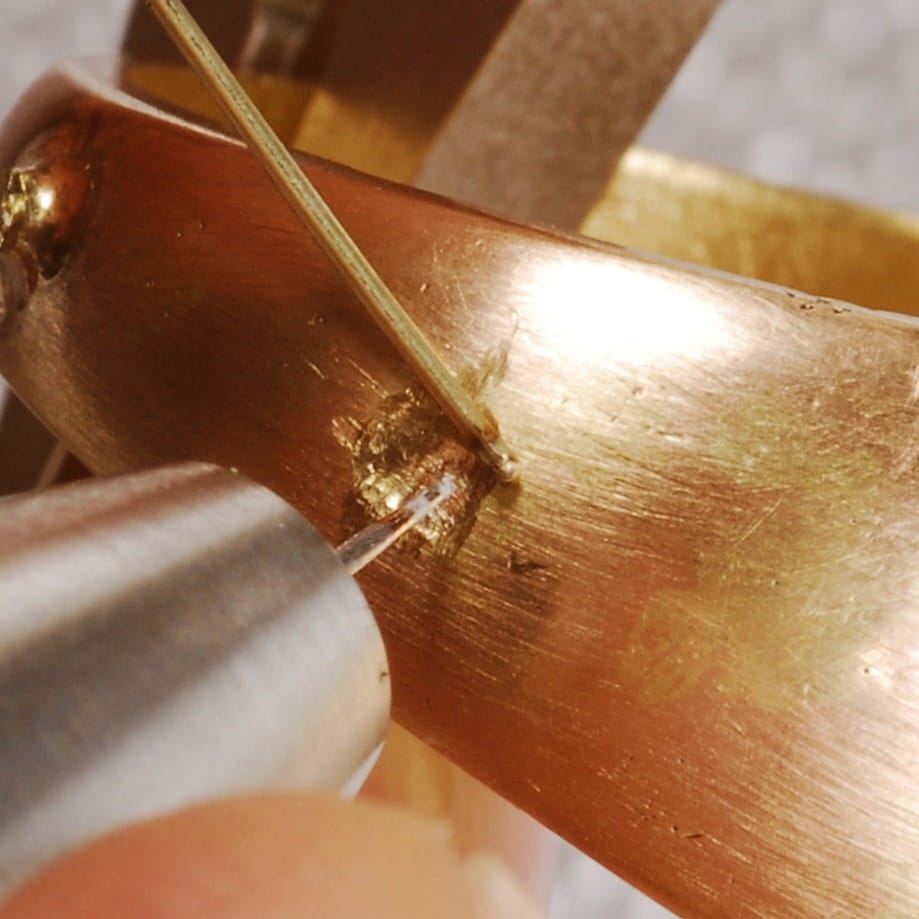
Always hold the electrode tip in such a way that the electrode moves across the recess during welding.
In this way, you draw the metal to be fed (welding wire) into the recess.
The molten metal always flows together where the electrode was placed!
If the electrode has a flat angle of attack, the metal also flows from the point of contact in the direction of the electrode movement.
Deep and steep pores can be made shallower and wider with a welding spot (possibly with a longer pulse) at the deepest point, in order to be able to fill up better.
8. blowhole
Blowholes that are larger under the surface than can be seen from the outside are particularly annoying.
The thin edge around the opening melts away and the hole becomes larger instead of smaller when is welded. In this case, it is advisable to mill out the cavity and then fill it with metal.