Soldar latón fino - unir chapas de latón limpiamente
El cobre contenido en el latón conlleva los conocidos problemas de alta conductividad térmica y tendencia a formar óxidos durante la soldadura. Sin embargo, el latón también contiene zinc, que tiene un punto de fusión considerablemente más bajo que el cobre y, por tanto, tiende a vaporizarse durante la soldadura. Esto no sólo debilita el cordón de soldadura, sino que también provoca alteraciones visuales, como porosidad o quemaduras de óxido de zinc. El agrietamiento y las tensiones en el material también pueden deberse a que el cobre y el zinc se enfrían a velocidades diferentes.
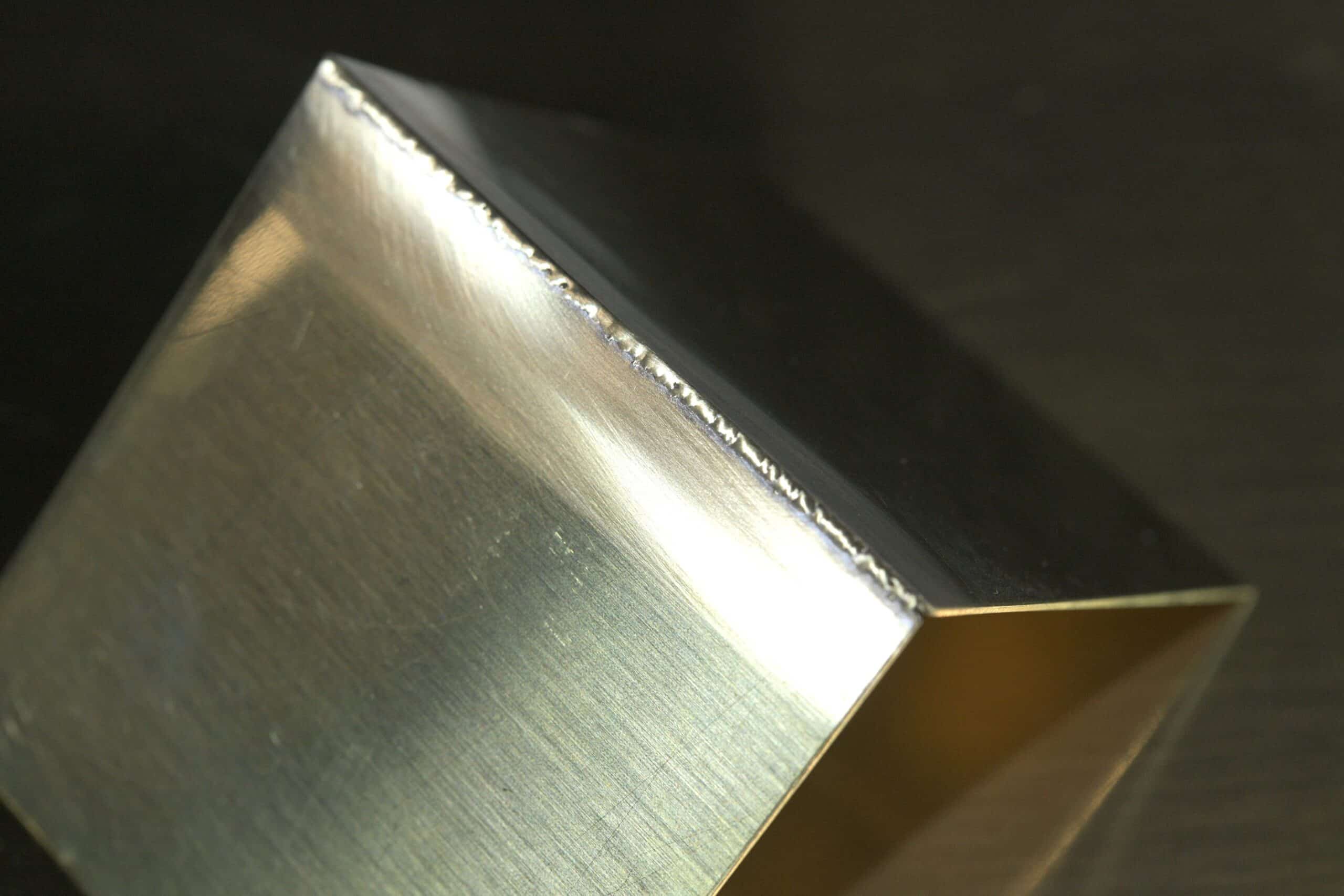
Con el aporte concentrado de energía, que se localiza directamente en el punto de soldadura, el proceso Lampert puede soldar con fiabilidad latón delgado y evitar en gran medida la formación de óxido de zinc.
Soldadura delatón 2.0321 (MS 63 / CW-508L) - chapa de 0,5 mm
El latón 2.0321 está compuesto por algo menos de dos tercios de cobre y algo más de un tercio de zinc, es decir, tiene un contenido de zinc medio-alto entre las aleaciones de latón. Por tanto, representa un buen compromiso en sus propiedades con otras aleaciones de latón, tiene una buena conformabilidad en frío y una conformabilidad en caliente aún aceptable. No sólo es fácil de soldar, sino que también se presta bien a la soldadura y es adecuado para la embutición profunda, el estampado y el doblado. Su resistencia a la corrosión por agua es muy buena, lo que lo hace adecuado para su uso en grifería sanitaria, tecnología de calefacción y refrigeración e incluso en la fabricación de instrumentos musicales. El latón 2.0321 también se utiliza con frecuencia para cojinetes lisos y ruedas dentadas en ingeniería mecánica, así como para conectores y puntos de contacto en ingeniería eléctrica.
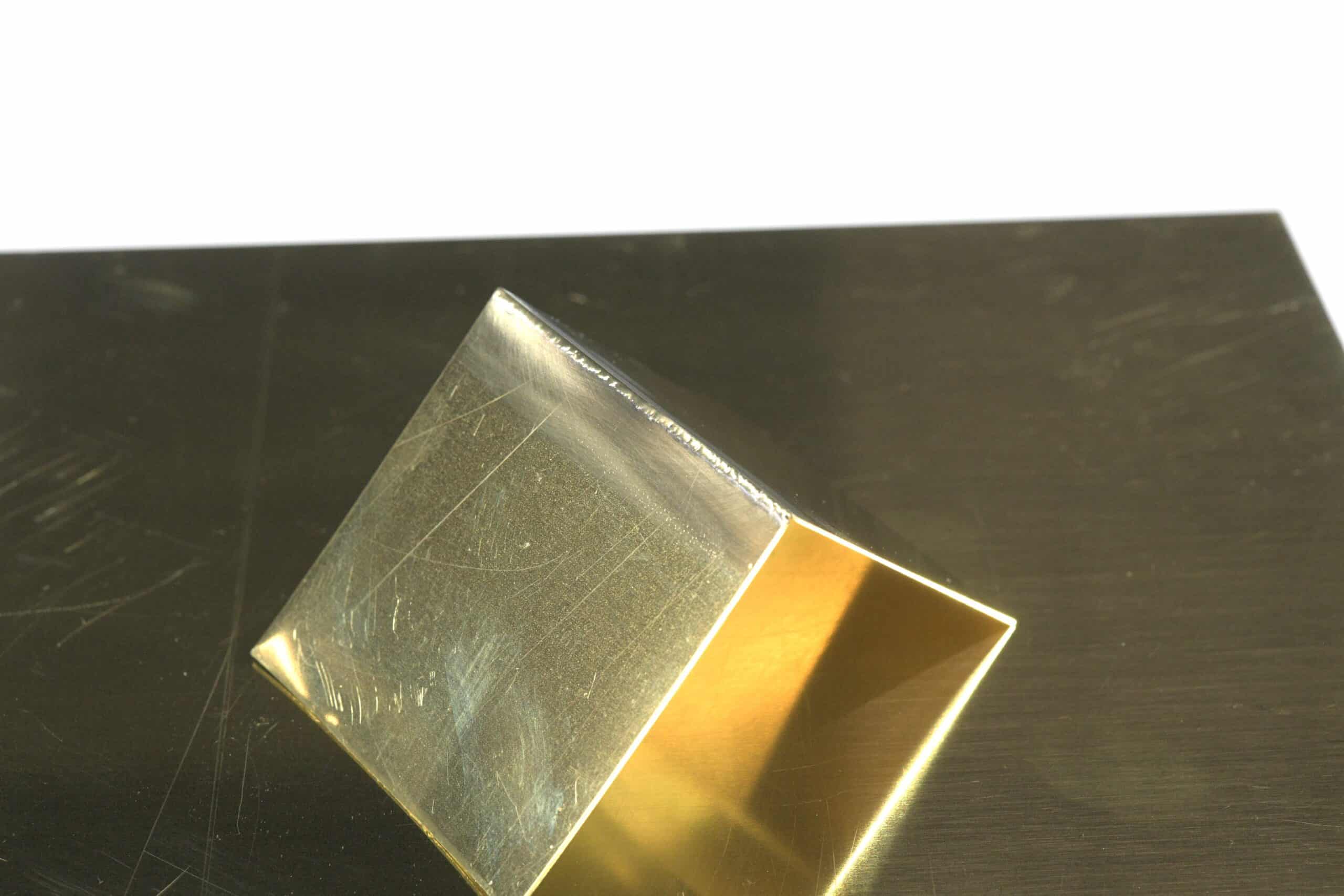
Para soldar aluminio 2.0321 se requieren los mismos trabajos preparatorios que para soldar cobre: La capa de óxido debe eliminarse mediante amolado o utilizando un limpiador ácido. También es importante asegurarse de que la superficie del cordón de soldadura está libre de grasa.
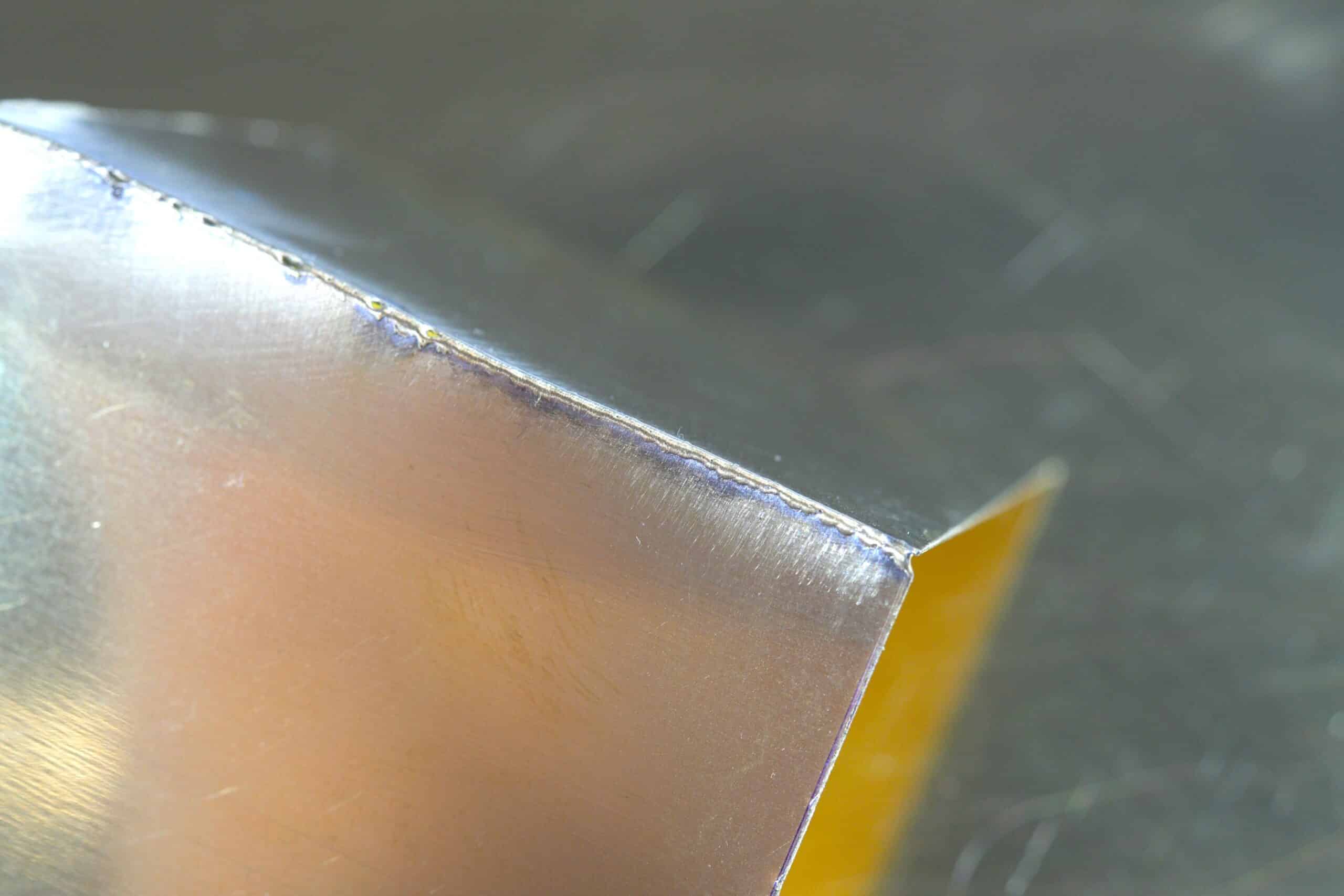
La chapa de 0,5 mm se puede soldar con la curva de soldadura de latón (CuZn) de la Soldadora de microarco se puede soldar muy bien con una potencia media (aprox. 30-40%) y una duración del pulso de aprox. 5-7 ms. Los parámetros preestablecidos de la geometría para espesores de material más gruesos son un punto de partida muy bueno, que puede ajustarse con precisión en cuanto a potencia y duración del pulso si es necesario. Se recomienda aumentar la secuencia de soldadura por puntos, pero el aporte de energía debe mantenerse algo inferior al del cobre para minimizar la evaporación del zinc. Se puede conseguir un resultado físico y visual muy bueno con soldaduras por puntos espaciadas uniformemente.
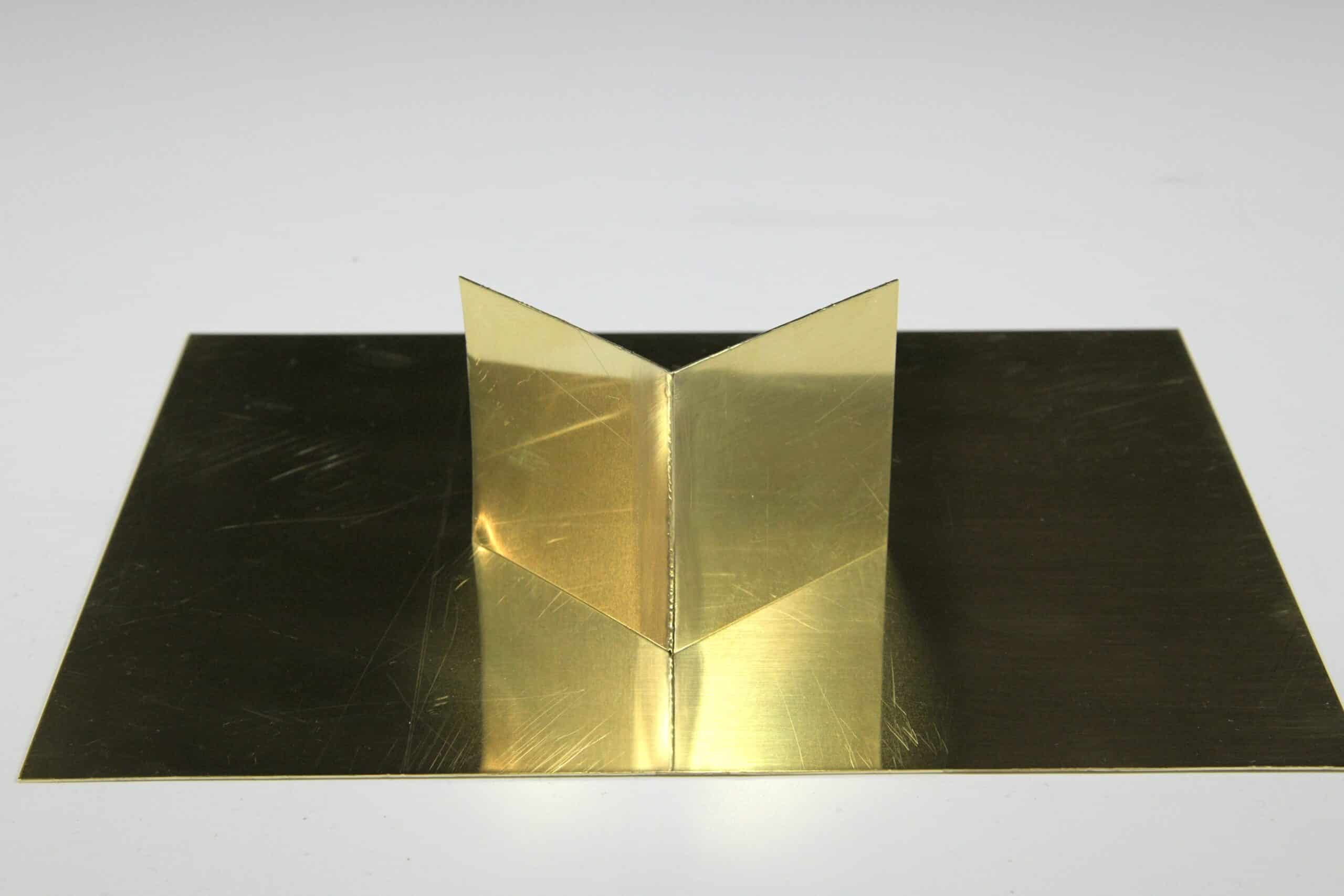
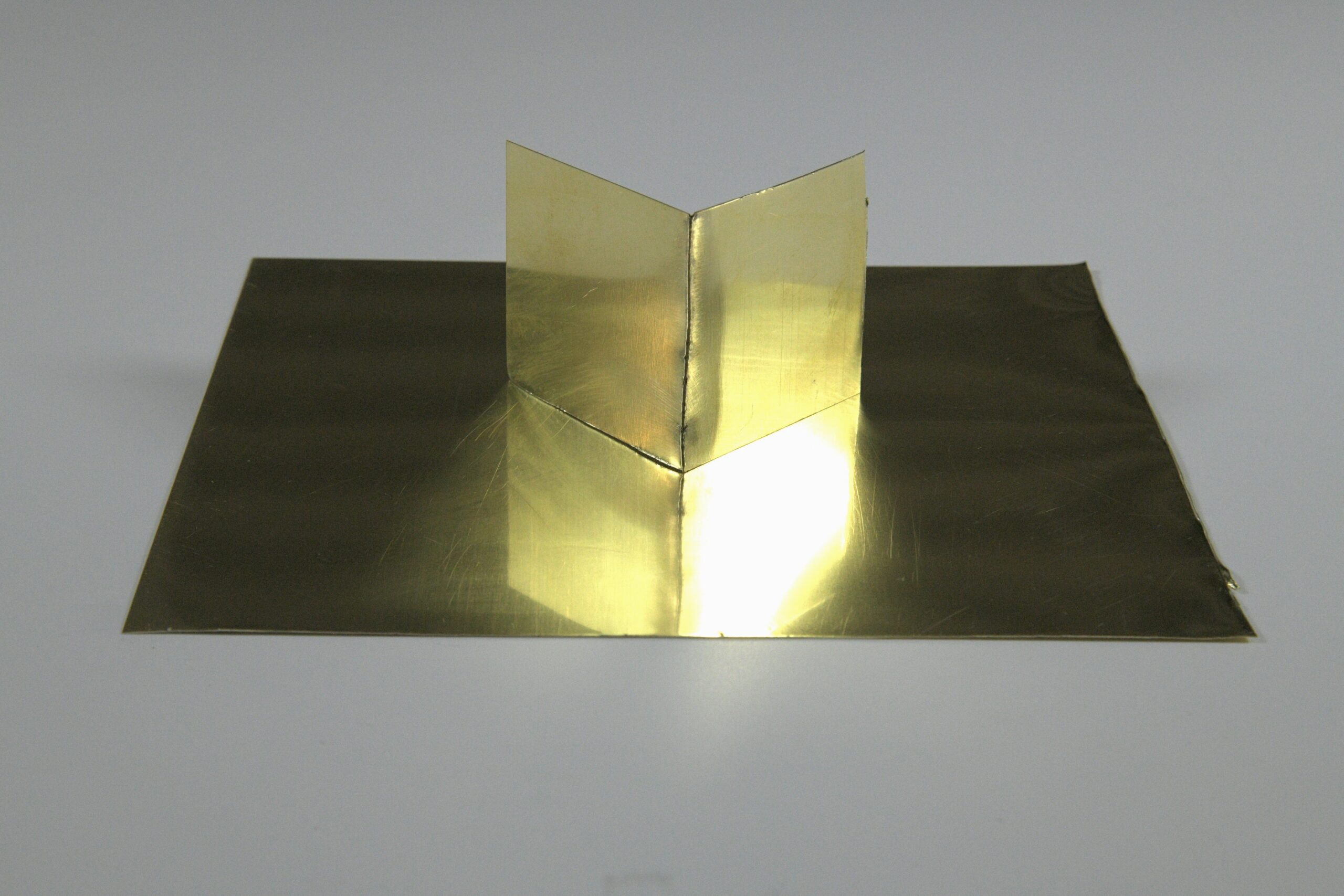
Latón 2.0321 (MS 63 / CW-508L) soldadura - chapa de 0,3 mm
Los espesores de material más finos de latón 2.0321 también proporcionan la Micro Arc Welder sin problemas. Tras una cuidadosa preparación del cordón de soldadura para la curva de soldadura del latón (CuZn), se recomienda seleccionar un grosor de material más fino en los ajustes de geometría y soldar en el tercio inferior del espectro de potencia (20-30%) y con una duración del pulso de 3-5 ms. El riesgo de porosidad en el cordón de soldadura es algo mayor en comparación con las chapas más gruesas. Por tanto, es aconsejable empezar con una potencia y una duración del impulso ligeramente inferiores e ir ajustando los parámetros al alza en pequeños pasos en función del comportamiento del material. Si, a pesar de todo, se produjeran porosidades o pequeños agujeros en el cordón de soldadura, se pueden volver a rellenar fácilmente con un hilo central de latón adecuado.