Bei einer klassischen Modellguss-Reparatur ist das nicht ganz so kritisch, und die meisten NE-Modellgusslegierungen (z.B. Kobalt-Chrom-Legierungen) sind in ihrer Zusammensetzung und ihrem Schweißverhalten sehr ähnlich.
Wir haben die besten Erfahrungen mit Schweißdrähten gemacht, die einen Durchmesser zwischen 0,25 und 0,5 mm haben. Größere Durchmesser sind häufig auch erhältlich und können verwendet werden, erfordern jedoch höhere Parameter beim Schweißen, was verstärkten Energieeintrag und mehr Hitzeentwicklung für das Werkstück bedeutet – das ist in den meisten Fällen nicht wünschenswert.
Falls jedoch Fehlstellen überbrückt werden müssen, eignen sich dickere Schweißdrähte sehr wohl, weniger als aufgeschweißtes Zulegematerial, sondern dann viel mehr als dazwischen gelegtes Brückenmaterial, das von zwei Seiten verschweißt werden kann.
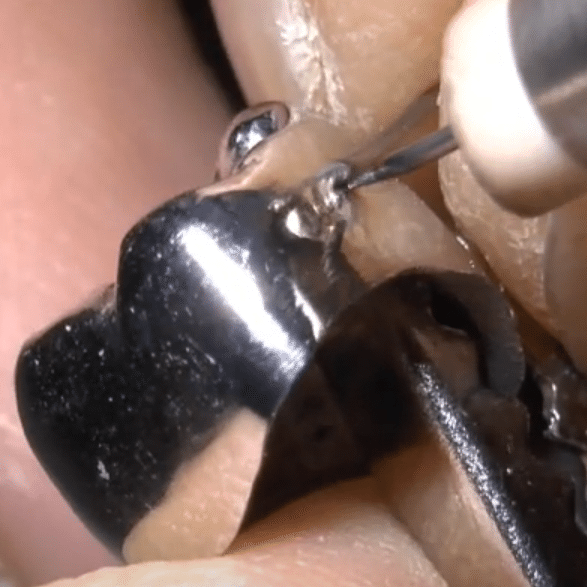
Zu Beginn einer Auftragsschweißung empfehlen wir, eine frisch geschliffene Elektrode einzusetzen. Vor allem bei feinen Schweißungen an dünnen Teilen oder mit niedrigen Schweißparametern sollte die Elektrode nach Möglichkeit immer beides berühren, sowohl den meist runden Schweißdraht als auch die Werkstückoberfläche, und zwar genau an deren Berührstelle.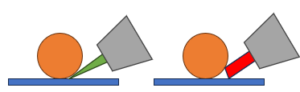
Das funktioniert nur gut und kontrolliert mit einer spitzen Wolfram-Elektrode!
Man kann entweder das Ende des Drahtes stirnseitig kontaktieren oder den Draht seitlich in dessen Verlauf wie in dem unten verlinkten Video – beides ist möglich und abhängig von den Platzverhältnissen.
Schweißdrähte verschiedener Legierungen mit einem Durchmesser von 0,35 mm lassen sich häufig gut mit Parametern zwischen 35 – 45 % Leistung und zwischen 4 – 6 ms Impulsdauer auftragen.
Schweißgeometrie: 
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren