Silber lässt sich aufgrund seiner physikalischen Eigenschaften nur schwer schweißen, dabei spielt es keine Rolle, welche Art von Schweißgerät man verwendet. Vor allem die sehr hohe Wärmeleitfähigkeit ist problematisch. Die Schweißenergie, die das Metall schmelzen soll, wird sehr schnell abgeleitet. Es entstehen deshalb eher kleine Schweißpunkte mit geringer Tiefenwirkung.
Tipps
In jedem Fall lässt sich Silber besser schweißen, wenn es warm ist, da sich mit steigender Temperatur die hohe Wärmeleitfähigkeit weniger auswirkt. Machen Sie also, wenn möglich, ruhig mehrere oder viele Schweißpunkte in Folge hintereinander, um den zu schweißenden Bereich zu erwärmen.
Als Schweißdraht empfehlen wir grundsätzlich artgleiche Legierungen, oder noch besser die Schweißdrähte von Lampert mit optimalen Fließeigenschaften.
Schweißen von dünnen Silberteilen
Bei kleinen oder dünnen Silberteilen tritt dieser Effekt weniger auf, da das Metallvolumen fehlt, welches die Wärme zu schnell abfließen lassen würde. Ösen oder dünne Silberteile lassen sich deshalb sehr gut mit einem PUK Gerät Schweißen.
Leistung einstellen
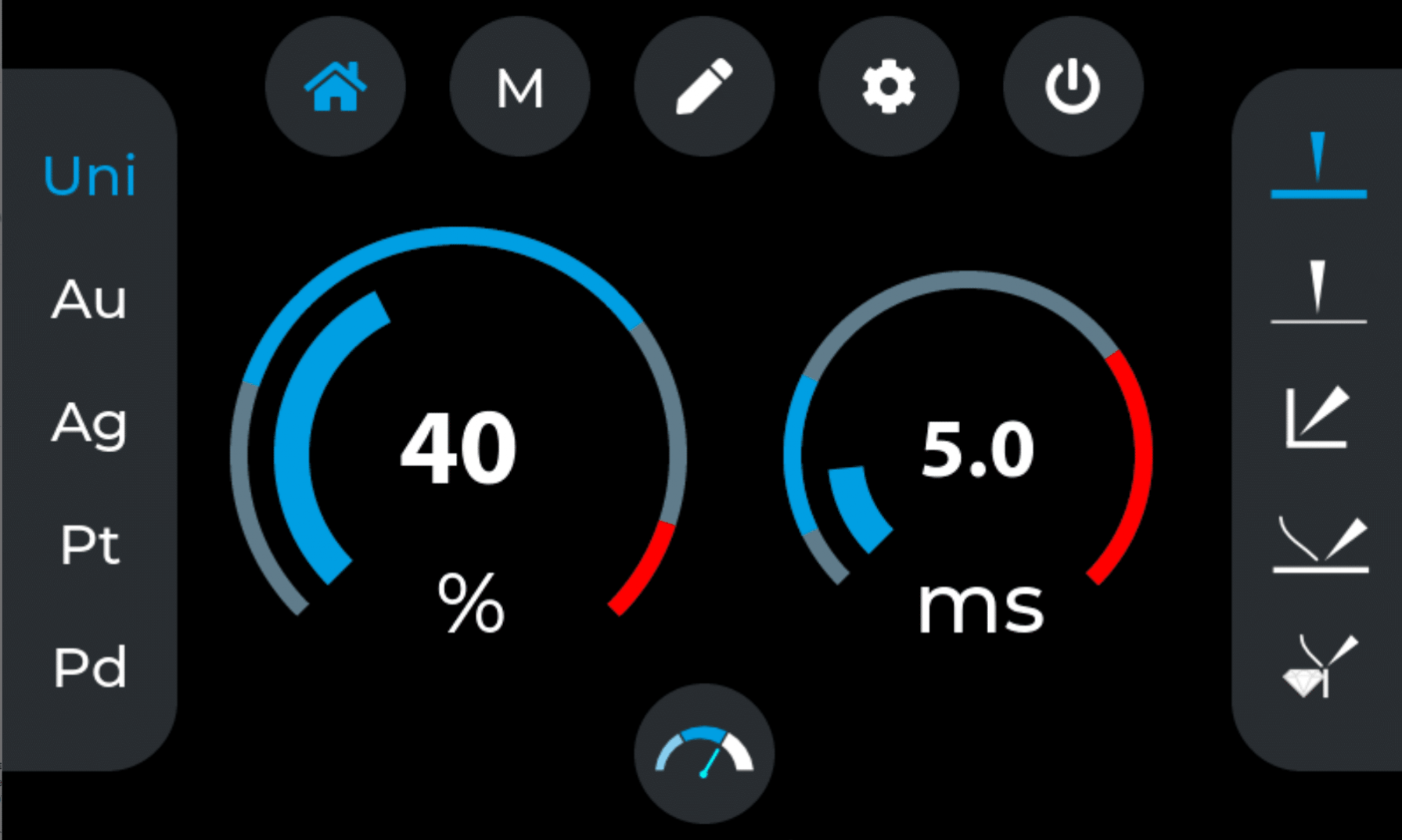
Wenn man nun mit höherer Leistung an Silber arbeitet, um diesem Effekt zu entgehen, wird das Metall wegen der niedrigen Schmelztemperatur lokal überhitzt und es entstehen Löcher. Das Metall wird zwar verflüssigt, spritzt jedoch weg und es entstehen Krater. Mit einem PUK 3 Pro Plus können Sie bis ca. 45% Leistung für das Schweißen von Silber verwenden, höhere Leistung wirkt sich negativ aus. (Beim PUK 3 professional entspricht dies ca. 60%)
Programm einstellen
Mit den speziell modulierten Silberimpulsen von PUK 3 und PUK 3s wirddie Energie kontrolliert in das Metall eingebracht, die störenden physikalischen Eigenschaften der Silberlegierungen werden so weitgehend ausgeglichen! Diese Modi erlauben auch an Silber saubere und stabile Schweißungen.
Schweißen
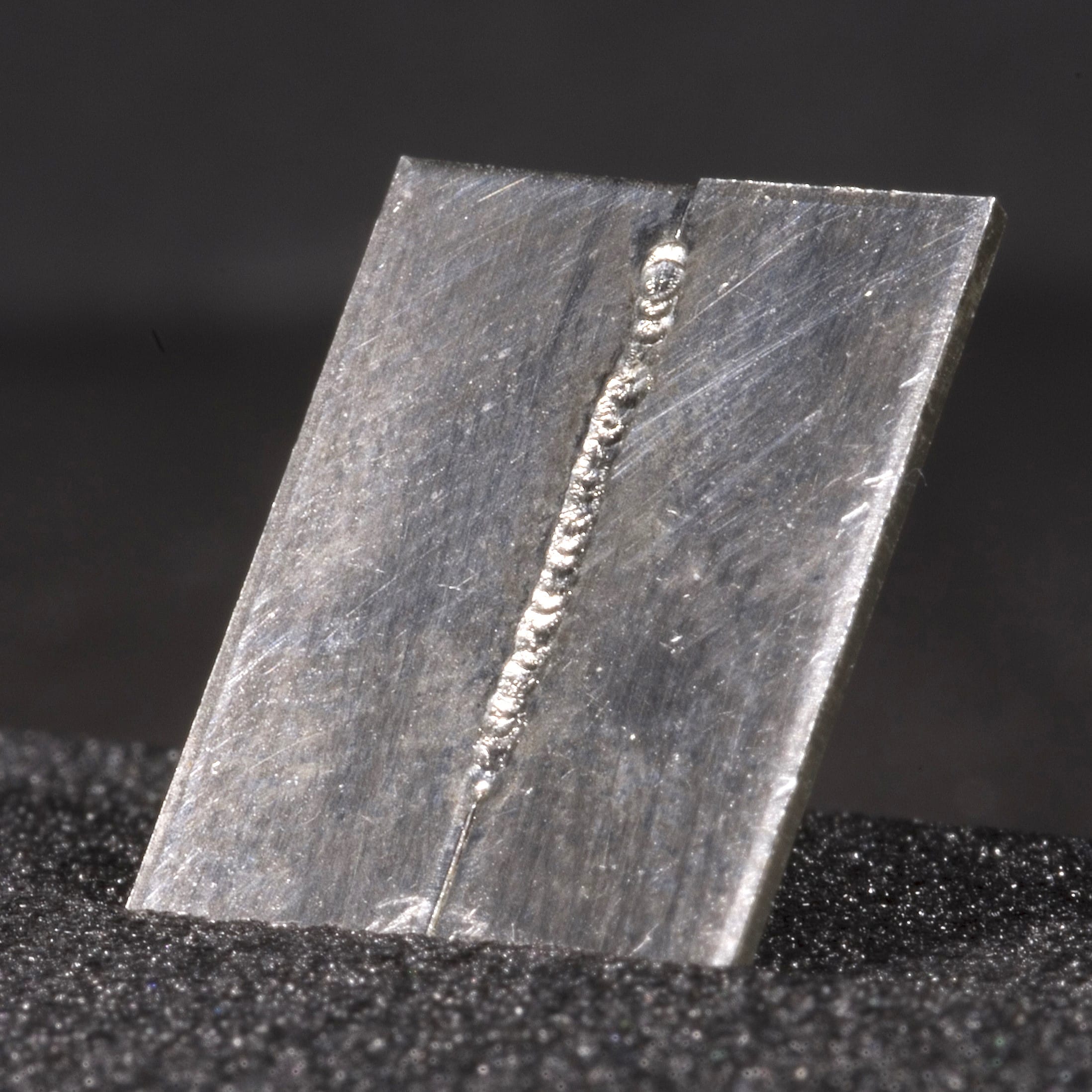
Beachten Sie aber, dass die Eindringtiefe dennoch geringer ist, als bei Gold oder Stahl. Dies sollten Sie schon bei der Planung des Werkstücks berücksichtigen, und wo es möglich ist, von beiden Seiten puken oder mit einer V-Fuge arbeiten. Und Heftschweißungen halten auch bei starkem Verzug. Es kann von Vorteil sein, größere Silberteile mit einer etwas längeren Impulszeit zu puken (12 – 18ms), da sich dies positiv auf das Gefüge auswirkt.
Zulegedraht verwenden
Bei Silber sollte beim Zulegen von Draht eine etwas kürzere Impulszeit gewählt werden! (5 ms) Mit Zusatzmaterial bzw. Schweißdrähten zu arbeiten, ist bei vielen Gelegenheiten nützlich. Nicht nur, wenn Poren aufgefüllt werden sollen. Auch beim Verschweißen von größeren Teilen lässt sich so eine bessere Tiefenwirkung und Stabilität erreichen und Heftschweißungen halten auch bei starkem Wärmeverzug.
Ziehen und Modellieren
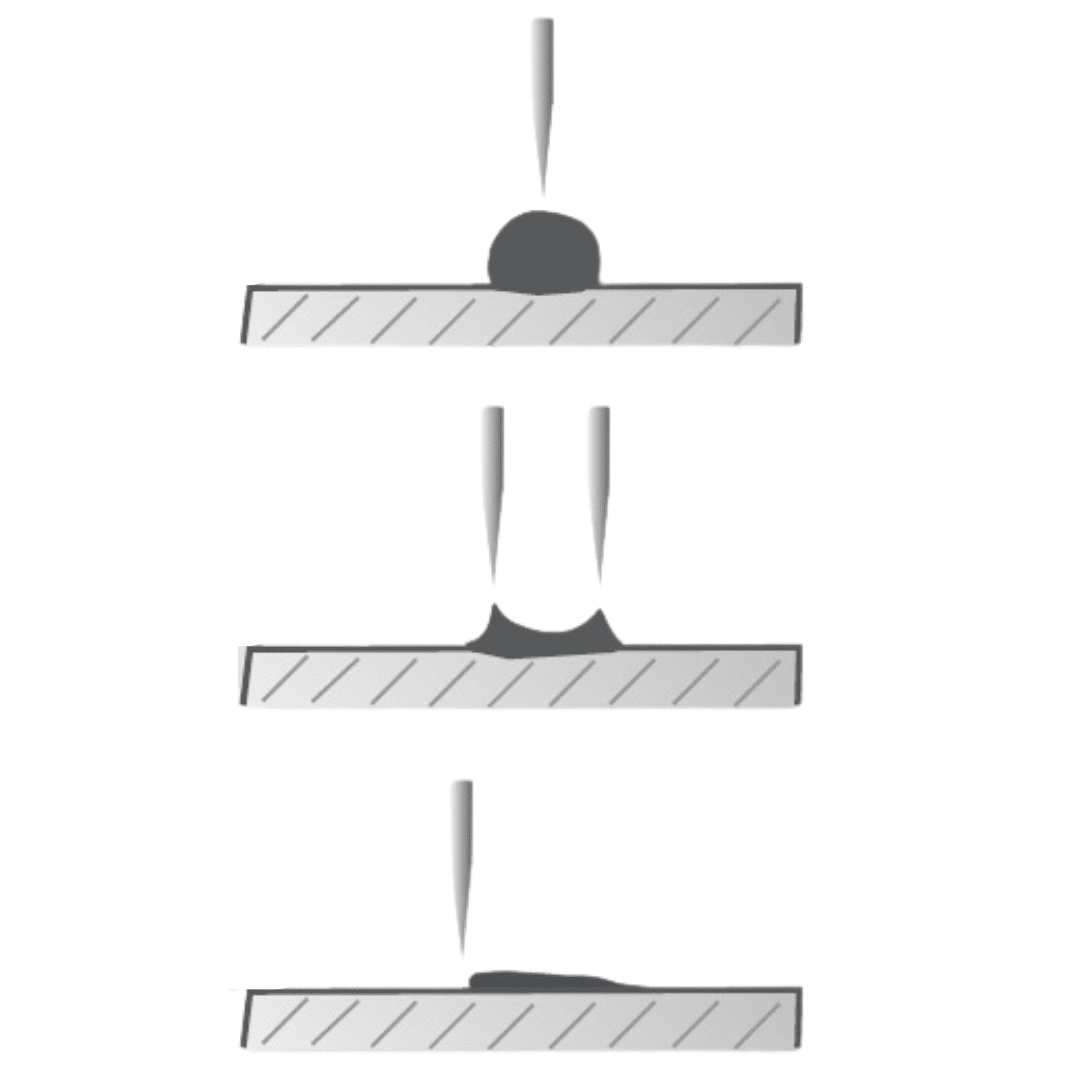
Wählen Sie als Zusatz einen dünnen Draht, 0,2 – 0,4 mm. Je dicker der Draht, desto mehr Leistung müssen Sie verwenden. Das Ziehen und Modellieren des aufgebrachten Materials, wie wir es von Goldlegierungen kennen, ist bei Silber nicht möglich, da es zu schnell abkühlt. Aufgrund der physikalischen Eigenschaften wird Silber von der Schweißenergie eher weggeschoben. Wir arbeiten bei Silber deshalb in umgekehrter Weise als bei den Goldlegierungen – wir treiben die Schmelze vor der Elektrodenspitze her. Zu hoch aufgeschmolzenes Metall kann mit dieser Technik auch flach gedrückt werden. Verwenden Sie dazu etwas mehr Leistung und setzen Sie die Elektrode fast senkrecht von oben auf den Metallhügel.
Material glätten
Um das Metall zu glätten gehen Sie in gleicher Weise vor. Verwenden Sie wieder etwas weniger Leistung und setzen Sie die Elektrode senkrecht neben das aufgetragene Silber. So wird, sowohl das aufgetragene Silber als auch der Untergrund geschmolzen, wodurch eine feste und glatte Verbindung entsteht.