Übersicht über gängige Schweißverfahren
In der modernen Fertigungsindustrie spielen Schweißverfahren eine entscheidende Rolle bei der Herstellung von Produkten aus Metall. Ob in der Luft- und Raumfahrt, im Maschinenbau oder in der Automobilindustrie – ohne Schweißtechniken wäre eine Vielzahl von Konstruktionen und Bauteilen nicht realisierbar. In diesem Blogbeitrag widmen wir uns daher den verschiedenen Schweißverfahren, ihrer Funktionsweise und ihren Anwendungsbereichen. Erfahren Sie mehr über die faszinierende Welt des Schweißens und seine Bedeutung für die moderne Industrie.
Was ist Schweißen:
Alle Schweißverfahren dienen zum unlösbaren Verbinden von Werkstücken unter Anwendung von Wärme oder Druck. Dies kann mit oder ohne Verwendung von Schweißzusatzwerkstoffen erfolgen. Während mittlerweile auch Fügeverfahren und Verbindungstechniken von Kunststoff-und Composit-Materialien als „Schweißen“ bezeichnet werden, beschränken wir uns hier auf Schweißen in seiner ursprünglichen Bedeutung als Fügetechnik für Metalle und Legierungen

Welche Schweißverfahren gibt es?
Abhängig davon, ob die für das Schweißen erforderliche Energie durch direkten bzw. indirekten Wärmeeintrag oder primär durch Druck erzeugt wird, unterscheidet man Schmelzschweißverfahren und Druckfügeverfahren. Innerhalb dieser Kategorien gibt es
Schmelzschweißverfahren
Bei Schmelzschweißungen wird Wärme in die zu schweißende Legierung eingebracht um diese über den Schmelzpunkt hinaus zu erwärmen. Dadurch verflüssigt sich der Werkstoff. Durch das anschließende Abkühlen entsteht eine dauerhafte Verbindung.
Lichtbogenschweißen
Bei den Lichtbogen Schweißverfahren wird die für das Schweißen notwendige Wärme mittels eines elektrischen Lichtbogens erzeugt. Das kann auf unterschiedliche Art und Weise geschehen, wie die folgenden Erläuterungen zeigen:

WIG-Schweißen
WIG-Schweißen im Allgemeinen:
- WIG-Schweißen bedeutet Wolfram-Inertgas-Schweißen mit einer nicht-abschmelzenden Wolfram-Elektrode. Es kann dabei auch mit Schweißzusatzwerkstoffen gearbeitet werden.
- Für dieses Verfahren geeignet sind alle Metalle und Legierungen, die generell zum Schmelzschweißen geeignet sind. Die Bandbreite der Schweißbarkeit reicht je nach Legierung und Schweißverfahren von nicht schweißbar über bedingt schweißbar bis hin zu sehr gut für das Schweißen geeignet. Auskunft hierüber geben die jeweiligen Materialdatenblätter der Legierungen.Es gibt Schweißgeräte, die mit Gleichstrom (z.B. für verschiedenste Stähle, Edel- und NE-Metalle) arbeiten, andere mit Wechselstrom (z.B. für schweißbare Aluminium-Legierungen und andere Leichtmetalle). Darüber hinaus gibt es auch Schweißgeräte, die sowohl Gleichstrom als auch Wechselstrom verwenden und je nach Legierung und Einstellung zwischen beiden Verfahren wechseln können.
Lampert-Mikroimpuls-Schweißgeräte arbeiten zwar ausschließlich mit Gleichstrom, jedoch kann die Anwendung spezieller Schweißkurven mit Hochfrequenz-Überlagerungen in bestimmten Fällen die Bearbeitung von Leichtmetallen (z.B. von einigen Aluminium-Legierungen) gut ermöglichen, für die ansonsten eine Wechselstromquelle erforderlich wäre.
- Als Schutzgase werden am häufigsten Argon, Stickstoff oder Helium verwendet, oder je nach Anwendung unterschiedliche Gasgemische daraus.Es gibt Schweißgeräte, die mit Kontaktzündung arbeiten, andere mit Hochfrequenzzündung. Generell handelt es sich beim WIG-Schweißen um ein bewährtes Schweißverfahren, das seit Jahrzehnten in vielen verschiedenen Industrie-Zweigen verwendet wird (Schweißen in der Luft- und Raumfahrt, Reaktorbau, Anlagenbau, Automotive und Zulieferer für die Automobilindustrie, Maschinenbau, Elektrotechnik, Medizintechnik u.v.m.)
Patentiertes Lampert Schweißverfahren als Variante des klassischen WIG-Schweißens (Link)
Lampert Schweißgeräte ermöglichen WIG-Schweißen mittels einzelner, sehr kurzer Schweißimpulse, die Impulsdauer ist dabei in kleinen Schritten zwischen 0,1 bis 34 Millisekunden frei wählbar.Im Gegensatz zum Schweißen mit einem stehenden (permanenten) Lichtbogen ist die Wärmeentwicklung mit einem Fein-Schweißgerät von Lampert signifikant geringer. Es lassen sich so minimale Materialstärken von bis zu 0,1 mm, aber auch bis zu maximal mehreren Millimetern stabil verschweißen – je nach den gewählten Parametern für Impulsdauer und Stromstärke.
Die Möglichkeiten, in diesen geringen Materialstärken oder in stark hitzeempfindlichen Bereichen prozesssicher zu arbeiten, gleichzeitig auch sehr feine und kontrollierte Schweißungen an sehr großen Objekten durchführen zu können, sind die großen Unterscheidungsmerkmale zu klassischen WIG-Schweißgeräten.
- Der
Ablauf des Schweißvorgangs beim Lampert-Schweißprinzip im Detail:Sobald man mit der Spitze der Wolfram-Elektrode, die in ein Schweißhandstück eingespannt ist, die zu schweißende Stelle berührt, wird ein elektrisches Ventil im Schweißgerät geöffnet und Schutzgas (meist Argon 4.6) strömt aus der Handstückdüse, um Schweißelektrode und Schweißstelle vor Umgebungsluft abzuschirmen. In unmittelbarer Folge wird der elektrische Impuls (Lichtbogen) automatisch gezündet (Kontaktzündung), und die Elektrode (in Durchmessern von 0,6 mm bis 1,3 mm erhältlich) wird von einem Hubmagneten kurzzeitig ca. zwei Millimeter in das Handstück zurückgezogen. Der elektrische Impuls (Lichtbogen) wird dabei vom Berührpunkt ausgehend aufgezogen, bleibt für eine vorgewählte Dauer in Millisekunden mit einem vorgewählten Schweißstrom aktiv und erzeugt so einen Schweißpunkt in der gewünschten Intensität. Ist die Schweißung abgeschlossen, stoppt der Gasdurchfluss des Schutzgases automatisch und die Elektrode kehrt in ihre ursprüngliche Position zurück.
Beim diesem Schweißverfahren können jederzeit Schweißdrähte als Zulege- und Verbindungsmaterial verwendet werden.
- Die Schweißgeräte von Lampert finden Ihren Einsatz in Industrie, Forschung und Entwicklung, im Prototypenbau, Serienfertigung, bei (teil-)automatisierten Anwendungen, bei Goldschmieden, Silberschmieden, Uhrmachern, Zahntechnikern, in der Kieferorthopädie, bei Modellbauern, in Bereich der Restaurierung und in zahlreichen weiteren Anwendungen.
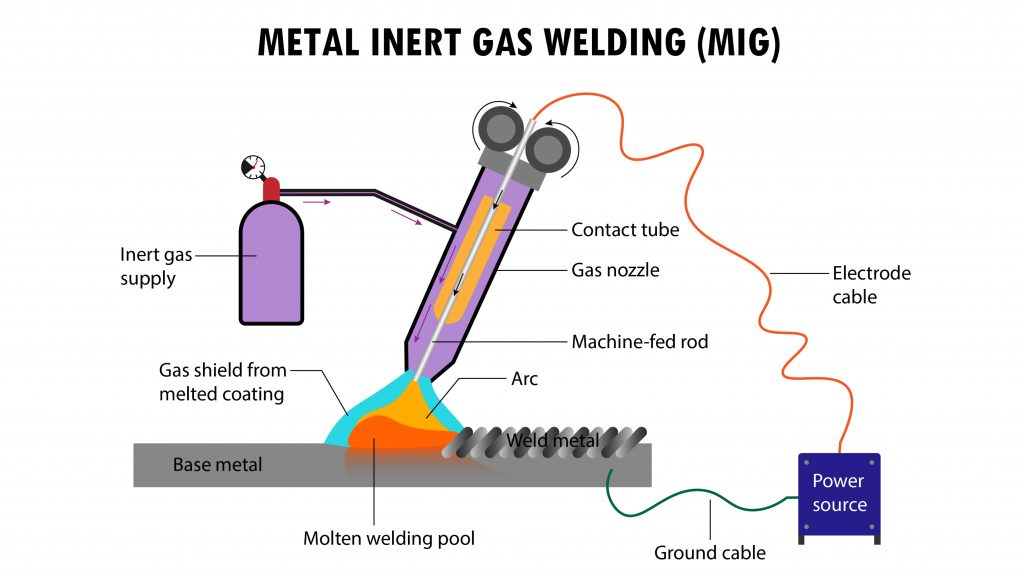
MIG-Schweißen (Metall-Inertgasschweißen)
Hierbei handelt es sich um ein Lichtbogen Schweißverfahren, bei dem die Schweiß-Elektrode aus einem auf einer Rolle befindlichen Schweißdraht besteht, der elektrisch angetrieben in einer wählbaren Vorschubgeschwindigkeit nachgeführt und durch ein Schweißhandstück (Schlauchpaket, Schweißbrenner oder Brenner) auf das Werkstück direkt als Schweißzusatzwerkstoff aufgetragen wird.
Dies geschieht unter einer Schutzgasatmosphäre (z.B. Argon oder Helium). Das MIG Schweißverfahren wird häufig angewendet z.B. beim Schweißen von hochlegierten Stählen, von Aluminium- und Kupfer-Legierungen.
MAG-Schweißen (Metall-Aktivgasschweißen)
Das Funktionsprinzip des MAG-Schweißens ist das gleiche wie beim MIG-Schweißen, jedoch wird hier nicht mit reinem Schutzgas, sondern mit CO2 oder Argon/CO2-Mischgasen gearbeitet, die gezielt (aktiv) zur Beeinflussung der metallurgischen Eigenschaften der Schweißnaht eingesetzt werden können, ein beliebtes Schweißverfahren z.B. bei un-, niedrig- und hochlegierten Stählen.
Plasmaschweißen
Im Gegensatz zum herkömmlichen Lichtbogenschweißen wird beim Plasmaschweißen ein elektrischer Lichtbogen verwendet, der durch ein Plasmakanal aus ionisiertem Gas geleitet wird. Dieser Plasmakanal erzeugt eine extrem hohe Energiedichte, die es ermöglicht, selbst dünnwandige Materialien präzise und sauber zu schweißen.
Funktionsweise des Plasma Schweißverfahrens:
Zündung des Lichtbogens: Zwischen der Wolframkathode und dem Werkstück wird ein elektrischer Lichtbogen gezündet.
Plasmagaserzeugung: In den Lichtbogen wird ein inertes Gas, wie Argon oder Helium, eingespeist. Dieses Gas wird durch die hohe Hitze des Lichtbogens ionisiert und bildet ein Plasma.
Konzentrierung des Plasmas: Durch eine Düse wird der Plasmastrahl auf das Werkstück fokussiert.
Schweißprozess: Die hohe Energiedichte des Plasmas schmilzt das Werkstückmaterial auf und ermöglicht so eine präzise und effiziente Schweißung.
Lichtbogen-Handschweißen
Beim Lichtbogen-Handschweißen wird mit einer Stabelektrode geschweißt, die sowohl das Werkstück aufschmilzt als auch selbst während des Schweißvorgangs als Schweißzusatzwerkstoff abbrennt und dadurch auf das Werkstück aufgetragen wird.
Dieses Schweißverfahren kann unter Verwendung von Gleich- oder Wechselstrom geschehen.
Die verwendeten Stabelektroden sind je nach Anwendung in verschiedenen Durchmessern, Ausführungen und mit unterschiedlichen Umhüllungen erhältlich, die das Schweißgut beim Schweißen vor Oxidation und Materialversprödung schützen sollen.
Laserschweißen - ein modernes Schweißverfahren
Das Prinzip des Laserschweißens unterscheidet sich grundlegend von den oben aufgeführten Schweißverfahren.
Laser (Light amplification by stimulated emission of radiation) arbeiten mit einem gebündelten Lichtstrahl mit sehr hoher Energiedichte als Energiequelle zum punktuellen Aufschmelzen von Werkstücken aus unterschiedlichsten Legierungen.
Der Schweißvorgang wird zum Schutz vor gefährlicher Laser- und Streustrahlung häufig in einer abgeschlossenen Arbeitskammer durchgeführt.
Auch beim Laserschweißen empfiehlt sich die Verwendung von Schutzgas (z.B. Argon), vor allem bei der Verarbeitung von Edelstahl, Kobalt-Chrom- oder Titan-Legierungen.
Bei diesem Schweißverfahren kann mit und ohne Schweißzusatzwerkstoffen in Form von Laser-Schweißdrähten gearbeitet werden.
Ähnlich wie beim Schweißen mit Lampert Schweißgeräten ist die Wärmeeinflusszone beim Schweißen durch die einzelnen kurzen Schweißimpulse sehr gering und es können sehr dünne und hitzeempfindliche Bereiche geschweißt werden.
Laser lassen sich unter anderem gut für vollautomatisierte Schweißanwendungen mit sehr hoher Frequenz der Schweißpuntktabfolge einsetzen, da sich bei gleichen Parametern die Ergebnisse dauerhaft und schnell reproduzieren lassen.
Bei den Anschaffungskosten liegen Laser meist deutlich höher als WIG- oder andere Lichtbogen-Schweißgeräte, sie verlangen eine Wartung in regelmäßigen Intervallen. In Deutschland muss ebenso wie in vielen anderen Ländern zusätzlich vor Ort ein Laserschutzbeauftragter mit entsprechender Ausbildung bestellt sein. Dies macht das Laserschweißen zu einem kostspieliegen Schweißverfahren.
Autogen-Schweißen (Gas-Schmelzschweißen)
Beim Autogen-Schweißen wird mit einem Schweißbrenner und einer offenen Flamme geschweißt, die in den meisten Fällen mit dem Brenngas Acetylen (auch andere Brenngase möglich) und individuell dazu gemischtem Sauerstoff erzeugt wird. Dieses Gemisch kann je nach Anwendung und verwendetem Material in seinen Anteilen variieren. Auch bei diesem Schweißverfahren kann die Verwendung von Schweißzusatzwerkstoffen in Form von Schweißstäben erfolgen.
Es kann unabhängig von einer externen Stromquelle nur mit der Flamme gearbeitet werden. Somit ist das Autogenschweißen die kostengünstigste Variante der bisher genannten Verfahren, hat aber u.U. den Nachteil einer deutlich größeren Wärmeeinflusszone und es muss dabei somit ggf. mit größeren Verzügen gerechnet werden.
Druckfüge - Schweißverfahren
Reibschweißen
Das Reibschweißen ist ein thermisches Fügeverfahren, bei dem zwei Werkstücke durch Reibung und die entstehende Wärme miteinander verbunden werden. Im Gegensatz zu anderen Schweißverfahren, wie dem Elektroschweißen oder dem Laserschweißen, kommt es beim Reibschweißen nicht zum Schmelzen des Materials. Stattdessen werden die Oberflächen der Werkstücke durch Reibung erhitzt und plastisch deformiert, bis sie dadurch miteinander verschweißen. Abhängig davon, ob nur die beiden zu verschweißenden Werkstücke in Relativbewegung versetzt werden oder ob die Reibenergie durch ein separates Werkzeug erzeugt wird, unterscheidet man Rotationsreibschweißen und Orbitalschweißen als werkzeuglose Verfahren einerseits und Rührreibschweißen mit verschleißfesten rotierenden Werkzeugen andererseits.
Ultraschallschweißen
Das Ultraschallschweißen ist ein innovatives Schweißverfahren, das zum Verbinden thermoplastischer Materialien eingesetzt wird. Dabei werden hochfrequente Schwingungen verwendet, um die zu verbindenden Werkstücke in Schwingung zu versetzen und so die Moleküle an der Fügestelle zum Verschmelzen zu bringen.
Funktionsweise des Ultraschallschweißens:
- Energiezufuhr: Ein Ultraschallgenerator erzeugt hochfrequente Schwingungen, die in der Regel zwischen 20 und 40 kHz liegen.
- Schwingungsübertragung: Diese Schwingungen werden über ein Schweiß-Sonotrode auf die zu verbindenden Werkstücke übertragen.
- Friktion und Schmelzen: Die Schwingungen führen zu einer Reibung zwischen den Werkstücken, die Wärme erzeugt und die Kunststoffe an der Fügestelle zum Schmelzen bringt.
- Fügekraft: Eine Anpresskraft sorgt dafür, dass die erweichten Kunststoffe unter Druck miteinander verbunden werden.
- Erstarrung und Verbindung: Nach dem Abschalten der Schwingungen kühlen die Kunststoffe ab und erstarren, wodurch eine feste und dauerhafte Verbindung entsteht.
Punktschweißen
Die Bezeichnung Punktschweißen wird häufig fälschlicherweise für das Lampert Schweißprinzip verwendet. Bei dem Punkt Schweißverfahren werden mit einem WIG-Schweißgerät nacheinander einzelne Schweißpunkte mit Lichtbogen-Impulsen einer frei wählbaren Impulsdauer und Stromstärke gesetzt und so sukzessive eine Schweißraupe erzeugt.
Tatsächlich ist Punktschweißen aber eine Form des Widerstandsschweißens, bei der meist Bleche oder andere metallische Bauteile mit einem bestimmten Druck aneinandergepresst und dann verschweißt werden. Wird über zwei Elektroden (z.B. mit einer Schweißzange, zwei einzelnen Kontaktklemmen oder Kupfer-Beryllium-Elektroden) ein bestimmter Druck ausgeübt und ein Schweißstrom durch die Werkstücke geleitet, entsteht (normalerweise an deren Berührstelle) ein erhöhter Übergangswiderstand und die Teile verschweißen an diesen Stellen miteinander.
Bei diesem Schweißverfahren beeinflusst die Kombination aus Oberflächenrauheit der Werkstücke, Anpressdruck und Stromstärke die Stärke der Verbindung.
Bestimmte Lampert Lichtbogen-Schweißgeräte nutzen diese Technik als eine Sonderfunktion neben dem WIG-Mikroimpuls-Schweißen zum Vor-Fixieren von Werkstücken aus niedrig-leitfähigen Legierungen (z.B. CoCr-Legierungen, Titan oder Edelstahl), um diese hinterher mit der WIG-Schweißfunktion final zu verschweißen.
Bei Lampert Precision Welding wird diese Funktion Fixierschweißen genannt.
Fazit: Die Wahl des richtigen Schweißverfahrens
Schweißen geht über bloße Technik hinaus, es ist eine Kunstform, die Präzision, Flexibilität und Sicherheit vereint. Egal ob in der Industrie, im Handwerk oder für Heimwerker – das Schweißen sorgt für stabile und langlebige Verbindungen, die auch den anspruchsvollsten Anforderungen standhalten.
Die Wahl des richtigen Schweißverfahrens ist nicht immer einfach, mit den richtigen Experten an der Seite aber ein lösbares Problem.
Mit etwas Übung und dem nötigen Fachwissen können Sie selbst in die faszinierende Welt des Schweißens eintauchen und werden schnell die Vorzüge dieser vielseitigen Technik schätzen lernen. Falls Sie mehr über das Lampert Schweißverfahren erfahren möchten, zögern Sie nicht, uns zu kontaktieren.